
Solutions for cost effective and high-quality machining of aerospace spool
The two challenging features of this component are the deep internal chambers and the external blade tulip grooves.
A combination of engineered solutions and methodology with optimised grades are the key to success.
Tooling solutions for machining of aerospace spool
Grades optimized for turning of aged nickel-based HRSA
Turning grades GC1205 and GC1210 provide secure and reliable machining with excellent flank and notch wear resistance. A combination of a hard substrate and PVD coating allows for a significant increase in cutting speed (GC1205) and tool life (GC1210).
- GC1205: Finishing grade for machined surfaces. For last stage machining and intermediate stage machining applications
- GC1210: Mainly used in intermediate stage machining applications. Complements GC1205 when more toughness is required

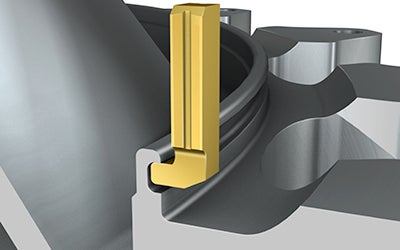
CoroCut® angled inserts to fit any groove shape
Designed specifically for reaching difficult to access grooves and pockets in complex components. To complement the standard CoroCut 90 degree programme, blanks are available in 90,45 degree and T-shape for more special requirements.
Dampened blades with Coromant Capto®
To machine the deep internal chambers typically up to 150 mm, long, slender tools are required. The challenges are tendency to vibration as well as removal of the chips from the groove.
Turning one of the most challenging features into a secure process has been achieved by:
- Oval serration blade system for best stability and accessibility. The 100mm high blade allows for best coolant delivery to assist in chip removal
- For blades longer than 4x width of the blade a patented dampening device is part of the design. This allows depth of cut to be 4 times greater than without dampening
- Trochoidal turning technique combined with ceramic grade CC6160, 6220 or 6230 reduces the number of machining passes required
A secure process with more than double the productivity
Read more about Coromant Capto® system
 Without damping |  |
 Same cutting conditions with dampening |

Ceramic turning
Ceramic grades CC6220 and CC6230 are designed specifically for the challenges of new HRSA materials where whisker ceramics and SiAlONs fall short, capable of higher cutting speeds, contributing to reduced cost per component. For high metal removal rates in pocketing and profiling applications, choose grade CC6160. For more demanding HRSA surfaces, choose the tougher grade CC6165.

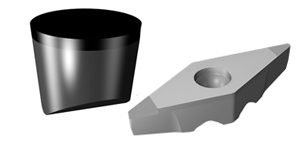
RCMX turning inserts for intermediate to finishing
Carbide RCMX insert fits in same insert pocket as ceramic, reducing number of tools required and set up time. The geometry provides low cutting force and good chip control.
- S05F for HRSA or H13A for titanium

RCGX turning inserts for finishing to super finishing
Round insert with V-shape bottom providing Improved surface quality. Low cutting forces thanks to the smooth geometry.
- S05F for HRSA or H13A for titanium

CB7014 high speed CBN turning solution for nickel-based alloys
Finish turning of aerospace components are challenging operations performed in demanding ISO S materials. Using CBN inserts allows for increased cutting speed and improved productivity while maintaining good surface integrity on the component. CBN inserts optimized for high speed finishing of nickel-based heat resistant super alloys are now available as a stocked standard solution.
CoroTurn® 107 with rail interface for profiling and pocketing in HRSA materials
For finishing in HRSA components with relatively open features it is optimized to use the positive, screw-mounted CBN insert. With up to 12 insert indexes it will boost your productivity in HRSA materials. The rail interface ensures mounting security, offers process security and increases reliability and tool life for your profiling and pocketing operations.

