
Ceramics like it hot

Challenge: What to do if cemented carbides do not deliver in HRSA machining?
Solution: Correctly applied ceramic insert grades offer a powerful alternative.
Sialon and whisker ceramics are viable alternatives for both turning and milling of heat-resistant super alloys (HRSA). One important subgroup are the Inconel alloys, typically used for high-temperature applications in aircraft engines and energy production. Another increasing application consists of welded-on hard materials in the oil and gas industry.

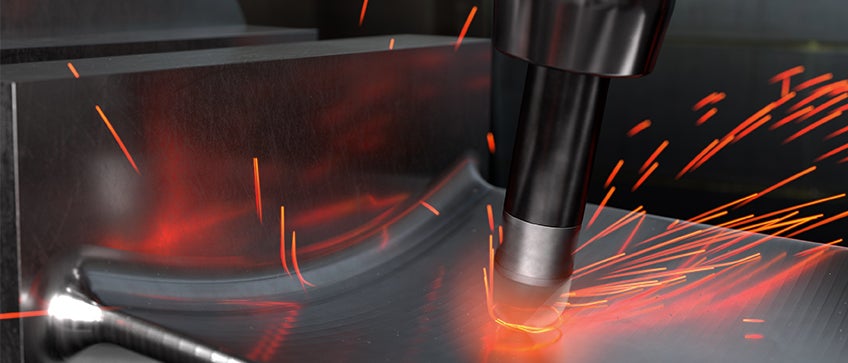
Ceramic milling of turbine disc
Ceramics are strong in hot-hardness and low reactivity with workpiece materials, while their downside is lower toughness compared with cemented carbides. This requires a rigid process with minimal vibrations. Tool overhangs should be short, entries and exits smooth and, in milling, full slotting should be avoided.
Ceramic turning and milling operations show some major differences. In turning, the cutting speeds top at around 300 m/min, while milling cutters may reach as high as 1000 m/min. Ceramic turning requires uninterrupted and abundant coolant flow, whereas milling tolerates no coolant at all to avoid thermal stress.
Round inserts are optimal for both turning and milling. Low depths of cut are recommended to achieve a low entry angle and thus avoid notch wear.
The principal guideline for ceramic milling is to use relatively low feed rates (0.05–0.08 mm/tooth) compared with carbides, to achieve very high cutting speeds. The resulting high temperature around the cutting zone enhances the cutting action and facilitates efficient removal of small, red-hot chips. Face milling is preferred over edging and waterline milling.
Milling with ceramics is a productive solution for aerospace engine applications in ISO S material.
Positive inserts are optimal for the recommended method of down milling. Negative geometries prevail if up-milling is necessary, resulting in thick chips at the exit.
Summary
With optimal methods, the extreme speed capacity of ceramic tools can offer substantially higher metal removal rates in demanding HRSA applications.
Customer case
Workpiece: Inconel component
| Competitor | Sandvik Coromant | |
| Tool: | High feed cutter | S-R120R-051C6-12X4 |
| Insert: | Carbide insert | Ceramic insert RNGN 12 07 00-E |
| Cutting speed vc (m/min): | 38 | 800 |
| Feed per tooth fz (mm): | 0.71 | 0.13 |
| Table feed vf (mm/min): | 600 | 2000 |
| Cutting depth ap (mm): | 0.7 | 1.5 |
| Cutting width ae (mm): | 46 | 44.1 |
| Metal removal rate Q (cm3/min):/td> | 19.3 | 132.3 |
Result:
A total of 42 hours of cutting time was saved per year, and the productivity increased by 469%.
