
Kühlschmierstoff – Bearbeitung mit Kühlschmierstoff

Aus ökologischer Sicht und aus Kostengründen ist die trockene Bearbeitung die beste. Viele Anwendungen erfordern jedoch den Einsatz eines Kühlschmierstoffs, um die Anforderungen an Toleranzgenauigkeit, Oberflächengüte und Zerspanbarkeit zu erfüllen. Wenn Kühlschmierstoff benötigt wird, sollte dieser zur Maximierung des Maschinenpotentials optimiert eingesetzt werden.
Hochdruck-Kühlung
Heutzutage verfügen fast alle Maschinen standardmäßig über ein HPC-Leistungsvermögen von 70/80 bar (1015/1160 psi). Es gibt sogar Maschinen, die mit höheren Kühlschmierstoffdrücken bis zu 150 bar (2176 psi) bei anspruchsvollen Anwendungen/Werkstoffen arbeiten können.
Die Vorteile können sowohl beim Drehen als auch beim Bohren enorm sein, allerdings muss erwähnt werden, dass
- Vorteile nur mit den Werkzeugen erzielt werden, die für Anwendungen mit hohem Druck ausgelegt sind, d.h. Bohrer mit Innenkühlung und Drehwerkzeuge mit zielgerichteten Kühlmittelstrahlen
- der für den Spanbruch bei Drehwerkzeugen notwendige Kühlschmierstoffdruck von der Konstruktion der Düsenzufuhr, dem zu bearbeitenden Werkstoff sowie der Schnitttiefe und dem Vorschub abhängig ist
- der erforderliche Durchsatz des Kühlschmierstoffs sich nach dem Druck und dem gesamten Zufuhrbereich der Kühlschmierstoffbohrungen richtet
Für jede Anwendung sind die richtigen Werkzeuge und die passende Pumpe (Druck und Durchfluss) auszuwählen. Ein korrekt eingesetztes Hochdruck-Kühlschmierstoffsystem sorgt aufgrund höherer Maschinenauslastung und besserer Zerspanungsleistung für schnelle Amortisation.
Vorteile bei der Bearbeitung mit Kühlschmierstoff
Die Kombination aus hohem Druck und optimierten Zerspanungswerkzeugen mit Schnellwechsel bietet zahlreiche Vorteile.
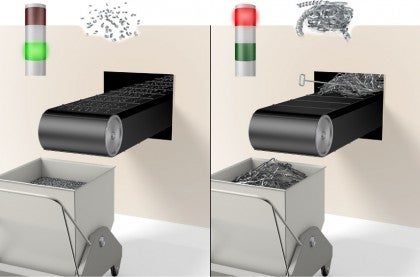
Spankontrolle
Beseitigung der zwei größten „Arbeitszeitkiller“, wenn das rote Licht an ist.
- Maschinenstopps: Lange Späne, die sich um Werkzeug oder Bauteil ansammeln
- Wartung: Im Späneförderer „verschwundene“ Späne setzen die Maschine für Stunden oder Tage außer Betrieb
Spanabfuhr beim Bohren

Innere Kühlschmierstoffzufuhr fördert die Spanabfuhr und verhindert Spanstau im Spankanal.
Feste Düsenposition
Keine Bedienereinstellung erforderlich, für erhöhte Maschinenauslastung.
Höhere Schnittgeschwindigkeit
Bietet eine höhere Zerspanungseffizienz.
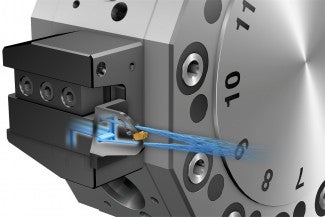
Hochdruck-Präzisionskühlung
Hochdruck-Kühlung in der Maschine in Kombination mit modernen Zerspanungswerkzeugen, die mit Düsen ausgestattet sind, erzeugen einen Kühlschmierstoffstrahl von hoher Geschwindigkeit. Die Kühlschmierstoffstrahlen werden in Richtung Schneidzone (Spanfläche) geleitet und erzeugen einen Keileffekt, durch den der Span angehoben wird. So wird die Kontaktlänge zwischen Wendeschneidplatte und Werkstoff verkürzt, was zu niedrigeren Schnittkräften, geringerer Wärmeentwicklung und verbesserter Spankontrolle führt.


Hochdruckkühlung
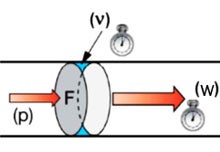
Druck (p): Kraft pro Flächeneinheit
- Pascal, N/m
- bar (1 bar = 0.1 MPa)
- psi, Pfund/Zoll2 (1 bar = 14.5 psi)
Niedrige Menge (v): verdrängte Menge pro Zeiteinheit, Liter/min
Geschwindigkeit (w): Geschwindigkeit, mit der sich die Flüssigkeit durch ein Rohr bewegt, m/m (Fuß/s)
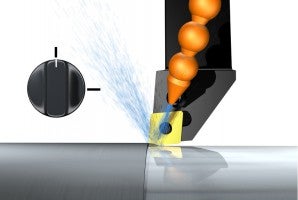
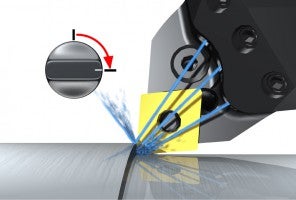
Indem der Zufuhrbereich verkleinert wird, erhöht sich die Strahlgeschwindigkeit und gleichzeitig wird der Durchfluss für einen vorgegebenen Druck reduziert. Durch optimierte Düsen mit kleinem Durchmesser wird ein präziser laminarer Strahl erzeugt.
Durchflussgeschwindigkeit w1

Durchflussgeschwindigkeit w1
w2>>w1

Im Diagramm unten wird der benötigte Volumenstrom im Verhältnis zum Düsendurchmesser für einen festen Druck von 80 bar (1160 psi) angezeigt. Die Düsen mit kleinem Durchmesser produzieren Strahlen von hoher Geschwindigkeit und gleichzeitig wird die benötigte Menge an Durchfluss und Energie im Vergleich zu traditionellen Kühlschmierstoffsystemen gesenkt.
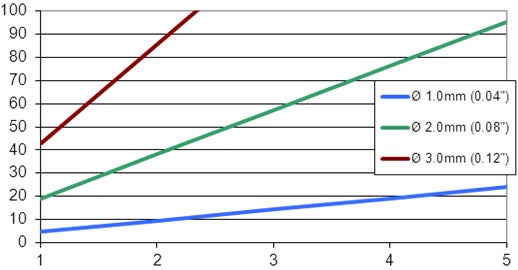
X-Achse: Anzahl an Düsen
Y-Achse: Durchfluss, Liter/min
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Pumpenanforderungen

Für den Einsatz von Hochdruck-Kühlschmierstoff gelten für die Pumpen folgende Anforderungen:
Druck
Die Anforderung an den Druck für den Spanbruch ist abhängig von dem Bauteilwerkstoff und den Bearbeitungsparametern. Für die meisten Anwendungen ist ein Druck von 80 bar (1160 psi) ausreichend. Für schwer zerspanbare Werkstoffe wie Inconel und Superduplex werden höhere Drücke von bis zu 150 bar (2176 psi) eingesetzt
Durchfluss
Der erforderliche Durchfluss wird durch die Anzahl und den Durchmesser der Kühlschmierstoffausgänge gesteuert.


- Filter verwenden - 20 Mikrometer
- Drehen: Bei der Verwendung von Werkzeughaltern mit drei Düsen von 1 mm (0.039 Zoll) ist eine Durchflussmenge von 20 l/min pro Werkzeugposition erforderlich. Wichtig dabei ist, die Anzahl der gleichzeitig mit Kühlschmierstoff laufenden Werkzeuge zu berücksichtigen (Anzahl der Werkzeuge x 20 l/min). Aufgrund der Maschinengröße wird ein großer Behälter benötigt, um für genügend Zirkulationszeit zu sorgen.
- Bohren: Die Durchmesser der Kühlschmierstoffbohrungen im Bohrer vergrößern sich mit dem Bohrerdurchmesser, d.h. dass für Bohrer mit größerem Durchmesser eine höhere Durchflussrate benötigt wird. Wichtig hierbei ist die Durchflussmenge, nicht der Druck. Es wird eine variable Druckpumpe sowie der Einsatz niedriger Drücke und Bohrer mit großem Durchmesser empfohlen
| Bohrerdurchmesser | 20 l/min | 40 l/min |
| 12 | 70 bar | 70 bar |
| 20 | 30 bar | 70 bar |
| 25 | 12 bar | 50 bar |
| 30 | 6 bar | 23 bar |
| 40 | 1 bar | 3 bar |
| 60 | | 1 bar |
Kühlschmierstoffanschluss


Einer der großen Vorteile beim Einsatz von Hochdruck-Kühlschmierstoffsystemen ist der verminderte Einstellaufwand des Kühlschmierstoffrohrs. Mithilfe von äußeren Leitungen braucht es normalerweise zwei bis drei Versuche, um die Kühlschmierstoffposition richtig einzustellen. Durch schlechte Spankontrolle erhält das Rohr oftmals Schläge; deshalb muss es regelmäßig nachjustiert werden, was einen ungleichmäßigen Arbeitsprozess und rotes Licht bei der Produktion bedeutet.
Bei Einsatz von Hochdruckwerkzeugen mit Präzisionsdüsen wird die Kühlmittelzufuhr vom Werkzeug zur Schneidkante fixiert, allerdings muss der Kühlschmierstoff eine Verbindung zum Werkzeughalter haben. Rohrverbindungen können in einem Schafthalter verwendet werden. Es muss jedoch berücksichtigt werden, dass dadurch jedes Mal die Rüstzeit beim Austausch des Schafts verlängert wird; außerdem werden Interferenz und eine Spanfalle erzeugt.

Es wird eine Schnellwechsel-, eine Plug- und Play-Lösung empfohlen. Der Kühlschmierstoff wird in die Spanneinheit des Werkzeughalters geleitet. Mithilfe dieser Lösungen bietet die Einführung von Hochdruck-Kühlschmierstoff neben einer verkürzten Rüstzeit auch noch den Vorteil einer besseren Spankontrolle sowie höhere Zerspanungsleistungen.
Kühlschmierstoffanschluss in Drehzentren und Drehmaschinen
Mit Coromant Capto® Spanneinheiten wird der Kühlschmierstoff durch den Revolver geleitet und erlaubt Schnellwechsel und Voreinstellung außerhalb der Maschine. Spanneinheiten sind für alle Drehmaschinenausführungen (Drehzentren, Vertikal-Drehmaschinen und Flachbettdrehmaschinen) erhältlich und die neuen Spannsätze erlauben Kühlschmierstoffdrücke bis 200 bar (2900 psi).

Kühlschmierstoffanschluss in Langdrehern

Die Kühlschmierstoffzufuhr auf einem Langdrehautomaten unterscheidet sich sehr von der eines Drehzentrums. Synthetisches Öl wird eher als Emulsion eingesetzt, um die Gleitführungskonstruktion zu stärken. Das Öl wird allen Werkzeugen gleichzeitig zugeführt, unabhängig davon, ob sich das Werkzeug im Eingriff befindet.
Obwohl die meisten Maschinen durch Hochdruckpumpen versorgt werden, wird ohne optimale Werkzeugwahl der Zufuhrbereich des Kühlschmierstoffs (Durchmesser des Kühlschmierstoffauslasses x Anzahl der Auslässe) wahrscheinlich zu groß für die Durchflussleistung der Pumpe. Aus diesem Grund wird der Maximaldruck nicht erreicht.
Deshalb ist es wichtig, den Zufuhrbereich zu reduzieren, indem
- Werkzeuge mit innerer Kühlschmierstoffzufuhr eingesetzt werden und die externe Zufuhr unterbunden wird
- der Zufuhrbereich des Kühlschmierstoffs optimiert wird, um den benötigten Durchfluss zu minimieren
QS™-Werkzeugsystem umfasst Werkzeughalter, mit denen der Kühlschmierstoff wird in den Anschlag geleitet wird, der sich permanent in der Maschine befindet Ein Kühlschmierstoffrohr auf der Rückseite des QS™-Werkzeughalters garantiert, dass der Kühlschmierstoff gleich bei Einbau des Werkzeugs direkt an die Düsen geführt wird.

Die Düsen haben einen Durchmesser von 1 mm (0.039 Zoll) und sorgen so für einen präzisen Strahl, um die Spankontrolle zu fördern und gleichzeitig den Durchflussmenge auf einem Minimum halten.




Spannhülsen für eine schnelle Einrichtung von Bohrstangen

hochdruck-versiegelte Metallhülsen, wie EasyFix, sorgen für eine schnelle Einrichtung von Bohrstangen mit zylindrischem Schaft. Die federbelastete Kugel fixiert die Nut in der Bohrstange, um in Sekundenschnelle die Mittenposition zu finden.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
