
Bearbeitungszentren

Bearbeitungszentren werden allen Anforderungen von Bauteilen und Anwendungen wie Fräsen, Bohren, Aufbohren, Reiben und Gewindebohren gerecht. Die Auswahl der bestmöglichen Konfiguration hat großen Einfluss auf die Zerspanungsleistung sowie die Maschinenauslastung.
Konfiguration von Bearbeitungszentren
Die Konfiguration der Maschine sollte stets so gewählt werden, dass sie den Bauteilen, die zu produzieren sind, entspricht. Bauteilgeometrie und -qualität haben Einfluss auf die Wahl der Konfiguration und bestimmen die Anzahl der benötigten Aufspannungen.
- 3-Achsen: Vertikale BAZ auf einem stationären Tisch. Ein rotierender Tisch kann hinzugefügt werden, um eine 4. Achse zur Bearbeitung komplexerer Formen und für bessere Zugänglichkeit zur Verfügung zu stellen
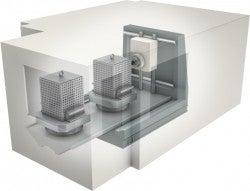
- 4-Achsen: Horizontale BAZ. Hierbei wird ein Spannturm eingesetzt, um Bauteilaufspannungen auf dem Tisch für die Massenproduktion zu ermöglichen. Der Einsatz eines Palettensystems garantiert eine hohe Maschinenauslastungsrate
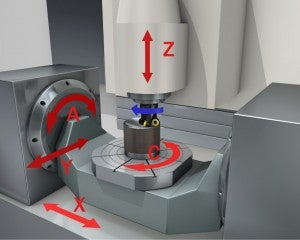
- 5-Achsen – Drehschwenktisch : Die Spindel ist mit der 4. und 5. Achse im Tisch „fixiert"
- 5-Achsen - 90°-Kopf : die Spindel verfügt über die 4. Achse (B), während sich die 5. Achse im Tisch befindet
Die 5-achsigen Varianten können mit einer Drehoption ausgestattet sein, bei der die 5. Achse vollständig rotiert, Einsatz in Multi-Task-Maschinen möglich.
Spindelschnittstelle
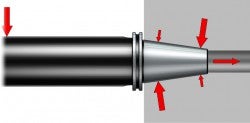
Die Wahl der Spindelschnittstelle ist die wichtigste Entscheidung, da diese oftmals die Beschränkungen hinsichtlich der Zerspanungsleistung festlegt. Wird nicht zerspant, muss die Spindelschnittstelle schnell austauschbar sein. Bei der Bearbeitung ist es jedoch wichtig, dass die Verbindung zwischen Spindel und Kupplung stabil ist, auch wenn Schnittkräfte alles versuchen, diese zu lösen.
Mehr Informationen zur Spindelwahl
Optionen für Bearbeitungszentren
Es gibt unterschiedliche Maschinenoptionen, um eine noch höhere Maschinenauslastung zu erzielen.
Magazin/ATC
Genügend Platz für die Werkzeuge bei allen Anwendungen und Bauteilen ist wichtig, um den schnellen Wechsel von einem zum anderen Auftrag ohne notwendigen Werkzeugwechsel ausführen zu können. Beim Einsatz von Schwesterwerkzeugen muss dies ebenfalls in Betracht gezogen werden.
Werden lange Werkzeuge oder solche mit großem Durchmesser verwendet, muss darauf geachtet werden, dass der ATC über entsprechende Kapazitäten hinsichtlich Gewicht und Drehmoment verfügt – dies sind oftmals einschränkende Faktoren für die Arbeit mit diesen Werkzeugen.
Palette
Mit der Palettenoption kann das Bauteil in eine Montagevorrichtung eingespannt werden, während die Maschine noch läuft. So wird im Vergleich zur direkten Einrichtung in der Maschine eine hervorragende Maschinenauslastung erreicht.

Rechtwinkliger Schneidkopfadapter
Damit die Spindelnase die Innenfräsbearbeitungen durchführen kann, wird eine Anpassung für Stützen und Lagefestigkeit benötigt, damit die Hauptspindel in der Lage ist, den Hilfskopf anzutreiben. Dieser Schneidkopf kann gewechselt und im Magazin gelagert werden.


Interpolationsdrehen

Diese neue Maschinenoption ermöglicht die Herstellung eines symmetrischen Merkmals auf einem nicht symmetrischen Bauteil und senkt so den Bedarf an Sonderwerkzeugen und Schneidkopfwechseln.Mehr Informationen zum Interpolationsdrehen
Hochdruckpumpe
Die meisten Maschinen verfügen über HPC von rund 70 bar (1015 psi).
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
