
Ruchy interpolowane osi posuwowych w tokarkach
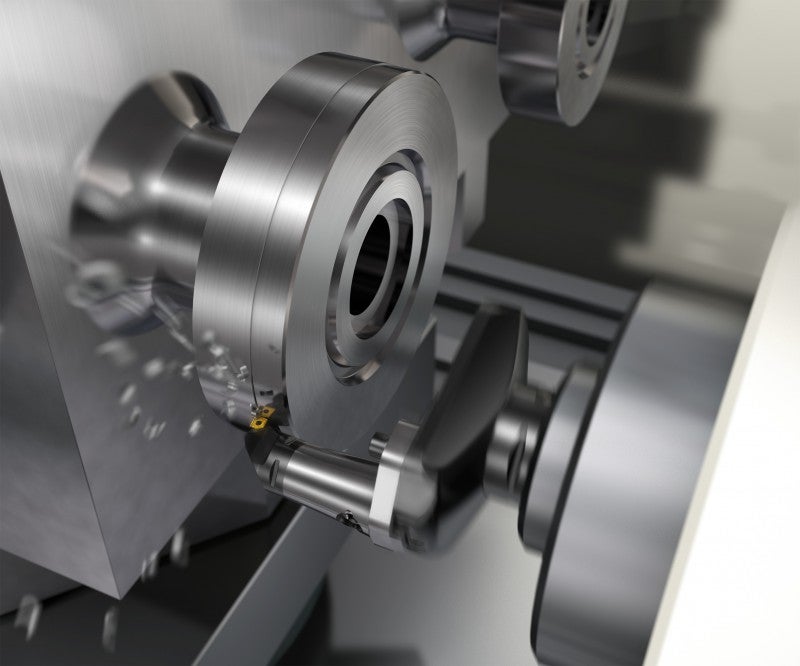
Toczenie z interpolacją zostało opracowane dla nowoczesnych centrów tokarskich i obrabiarek wielozadaniowych z osią B. Ruchy interpolowane można wykonywać w osiach X i Y po okręgu, obracając wrzeciono obrabiarki zgodnie z zarysem.
Jeśli średnica ruchu po okręgu będzie rosnąć lub maleć, mamy do czynienia z planowaniem; użycie osi Z pozwala wykonać otwór lub obróbkę średnicy zewnętrznej.
Toczenie z interpolacją w porównaniu z metodą tradycyjną
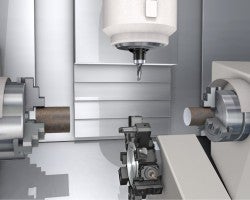
Wszystkie koncepcje obrabiarek zostały stworzone w celu udostępnienia opcji związanych z wielozadaniowością. Toczenie, wiercenie i frezowanie można wykonywać we wszystkich maszynach od tokarek z głowicą przesuwną po 5-osiowe centra obróbkowe. Toczenie odbywa się z użyciem osi umożliwiających obracanie przedmiotu względem jego osi symetrii.
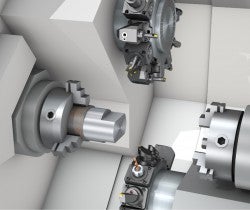

Do obróbki symetrycznych detali przedmiotów niesymetrycznych na konwencjonalnych centrach obróbkowych stosowano narzędzia wytaczarskie. Natomiast obróbka profilowa powierzchni krzywoliniowych wymagała zastosowania interpolacji kołowej albo głowicy pracującej w osi W.
Pod względem wydajności skrawania, metoda ta nie dorównuje typowej obróbce wytaczarskiej lub tokarskiej, stanowi jednak wartą uwagi alternatywę dla metody tradycyjnej.
Zastosowanie ruchów interpolowanych w toczeniu warto rozważyć przy obróbce symetrycznych detali przedmiotów niesymetrycznych na nowych obrabiarkach – np. kołnierzy, rowków do uszczelnień czy otworów nierównoległych.



Ograniczenia toczenia z interpolacją
Ta metoda obróbki ma następujące ograniczenia:
- Prędkość obrotowa – prędkość posuwu w osi X i Y
- Funkcje oprogramowania CAM – cykle/postprocesory
- Moment obrotowy wrzeciona – silnik wrzeciona obraca się ze stosunkowo niskimi obrotami, dlatego podczas toczenia nie należy stosować zbyt dużej głębokości skrawania
- Złącze wrzeciona – złącze powinno umożliwiać przenoszenie większych momentów obrotowych niż zazwyczaj spotykane w obróbce frezarskiej. Złącze stożkowe wielkości 50 lub Coromant Capto® charakteryzują się lepszym przenoszeniem momentu obrotowego niż złącze HSK-A
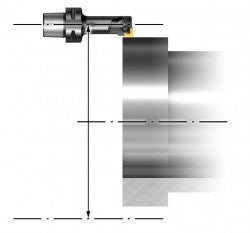
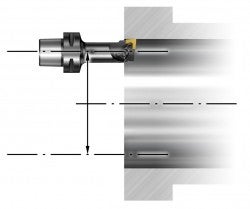
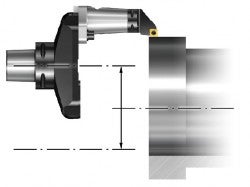
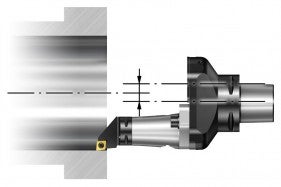
Na ilustracjach pokazano różnicę w posuwie stołu przy toczeniu z interpolacją z tradycyjnym przesunięciem narzędzia i przy pracy narzędziem zaprojektowanym do toczenia z interpolacją.
Główne zalety toczenia z interpolacją

- Wszechstronne rozwiązanie umożliwiające zastosowanie centrów obróbkowych z narzędziami modułowymi zamiast specjalistycznych wytaczarek z głowicą do planowania w osi W
- Możliwość wykonania całego przedmiotu bez konieczności zmiany jego zamocowania, co jest szczególnie korzystne w przypadku dużych przedmiotów niesymetrycznych
- Niższe koszty inwestycji w zakup narzędzi
- Dostępne są adaptery nasadzane z aluminium, dzięki którym ciężar zespołu nie uszkodzi zmieniacza narzędzi i chwytaków magazynu narzędzi
Wskazówki dotyczące narzędzi
- Promień narzędzia powinien być zbliżony do promienia przedmiotu, by ograniczyć ruch w osiach X, Y – tzn. do obróbki przedmiotów o dużym promieniu należy używać narzędzi o dużym promieniu lub zastosować przesunięcie względem osi obrotu
- Jeśli potrzebne są długie profile, warto posłużyć się narzędziem o promieniu większym niż obudowa wrzeciona. Sposób ten nie wymaga stosowania długich, smukłych narzędzi, dzięki czemu ułatwia dostęp i poprawia stabilność układu
- Wybrać narzędzie, którego ciężar, moment obrotowy i średnica odpowiadają możliwościom magazynu i zmieniacza narzędzi
Rozwiązania narzędziowe
Z istniejących rozwiązań modułowych są tworzone rozwiązania specjalne przystosowane do specyfiki toczenia z interpolacją i ustawione odpowiednio do średnicy i geometrii detalu obrabianego przedmiotu.








- Uchwyty proste Coromant Capto® do szybkiej wymiany ze złączem narzędzi wytaczarskich o dużej średnicy do narzędzi mocowanych osiowo zapewniają odstęp od obudowy wrzeciona
- Adaptery do złącza obrabiarki połączone z narzędziami tokarskimi z chwytem Coromant Capto® są przeznaczone do obróbki detali wewnętrznych i zewnętrznych
- Redukcje Coromant Capto® z przesunięciem osi zapewniające odpowiedni odstęp i większy promień narzędzia
- Wytaczaki z tłumieniem drgań z modułowymi narzędziami skrawającymi do głębokiego wytaczania
- Modułowe adaptery tokarskie i głowice skrawające w adapterach do złączy obrabiarek zapewniają duże przesunięcie i odstęp podczas profilowania
- Głowice i zintegrowane suwaki do narzędzi wytaczarskich o dużej średnicy umożliwiają konstruowanie narzędzi o dużej średnicy, zapewniających odpowiedni odstęp od obudowy wrzeciona
- Uchwyty kątowe Coromant Capto® zapewniają większe przesunięcie

