
Centra tokarskie

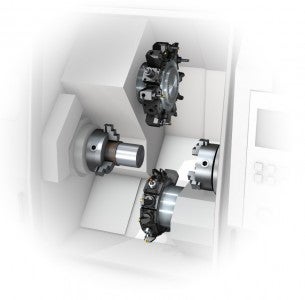
Centra tokarskie dysponują możliwościami zastosowania wielu funkcji i wielu osi. Oznacza to, że na głowicy rewolwerowej można umieszczać oś C, oś Y i narzędzia przenoszące napęd, aby móc wykonywać nie tylko toczenie, ale także frezowanie, wiercenie i gwintowanie.
Konfiguracja centrum tokarskiego
Dostępnych jest kilka opcji obróbki, które należy rozważyć w zależności od rodzaju produkowanego przedmiotu. Staranny dobór zapewni optymalny i bezpieczny przebieg procesu obróbki.
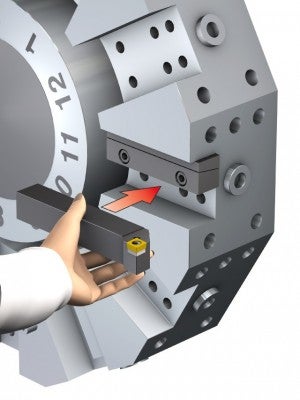
Złącza w głowicy rewolwerowej
Rozwój uchwytów przenoszących napęd umożliwił przekształcenie centrów tokarskich w obrabiarki wielozadaniowe.
Oba konwencjonalne typy mocowań głowic rewolwerowych – dla chwytów tradycyjnych lub ze złączem typu VDI – powstały w czasach, gdy centra tokarskie wykonywały wyłącznie toczenie i wiercenie otworów w osi obrotu. Chwyty tradycyjne lub ze złączem typu VDI nadają się do tradycyjnych centrów tokarskich.

Złącze z chwytem tradycyjnym

VDI
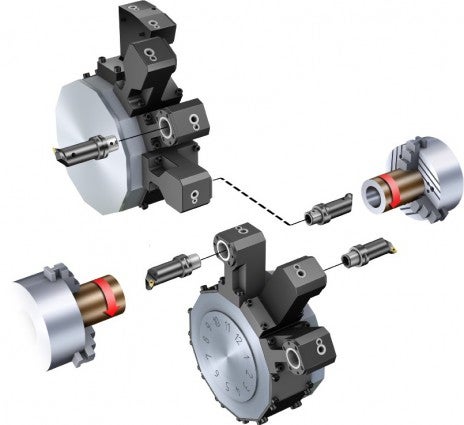
CBI (złącze Coromant Capto® Bolt) doskonale nadaje się do wielozadaniowych centrów tokarskich. Złącze to posiada więcej przestrzeni we wnętrzu głowicy rewolwerowej, przeznaczonej na łożyska uchwytów przenoszących napęd, co zapewnia najlepszą stabilność i najkrótszy wysięg całkowity zespołu narzędzia. Każdy producent obrabiarek stosuje własny typ złącza mocowanego śrubami, dlatego potrzebne są uchwyty mocujące przystosowane do konkretnej marki i typu obrabiarki (MACU).
CDI (złącze Coromant Capto® Disc) to standardowe złącze z głowicą rewolwerową, pasujące do wielu marek i modeli obrabiarek. Europejscy producenci obrabiarek stosują złącze CDI zamiennie ze złączem VDI.

CBI

CDI
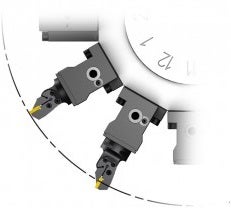
Różne modele uchwytów przystosowanych do obrabiarek umożliwiają konfigurację głowicy rewolwerowej w każdym środowisku roboczym, z uwzględnieniem obróbki zewnętrznej i wewnętrznej, zastosowań nieobrotowych i narzędzi z napędem. W celu zwiększenia dostępnej liczby pozycji dla narzędzi często stosuje się uchwyty podwójne.
Narzędzia napędzane

Narzędzia obrotowe służą do obróbki frezarskiej i wiertarskiej na obrabiarkach z wrzecionem obsługującym oś C. Można z ich pomocą wykonywać prace obróbkowe w 2 osiach, np. obróbkę rowków wpustowych lub otworów w osi. Do frezowania wybrań lub wiercenia otworów poza osią obrotu potrzebna jest możliwość realizacji ruchu posuwowego wzdłuż osi Y.
Do obróbki wiertarskiej najlepiej nadają się uchwyty przenoszące napęd z systemem wewnętrznego doprowadzania chłodziwa pod wysokim ciśnieniem, które usprawnia odprowadzanie wiórów i zapewnia wysoką niezawodność procesu skrawania.

Wykorzystanie osi Y/pośrednich pozycji głowicy
Oś Y umożliwia korzystanie z narzędzi przenoszących napęd w celu frezowania 3-osiowego i wiercenia poza osią obrotu. Frezowanie przedmiotów z wykorzystaniem osi Y jest zwykle korzystne. Poprzez dodanie podwójnych uchwytów do toczenia możliwe jest zwiększenie liczby narzędzi bliźniaczych i rodzajów stosowanych oprawek, co ogranicza konieczność ich zmiany.


Oś Y
Wykorzystanie pośrednich pozycji głowicy pozwala stosować podwójne uchwyty i zwiększyć liczbę narzędzi. Opcja ta nie jest potrzebna, gdy można wykorzystać oś Y, dlatego zazwyczaj jest stosowana w centrach tokarskich nieprzystosowanych do obsługi narzędzi napędzanych.


Możliwość użycia pośrednich pozycji na głowicy rewolwerowej
Wrzeciono pomocnicze/dolna głowica
Przedmioty niejednokrotnie wykonuje się metodą obróbki z dwóch stron. Wrzeciono pomocnicze jest stosowane w zestawieniu z podajnikiem pręta, co umożliwia bezobsługową produkcję całych przedmiotów.
W przypadku obróbki wielkoseryjnej, zastosowanie dwóch głowic rewolwerowych zamiast głowicy pojedynczej, może skrócić czas maszynowy o połowę. Dolna głowica rewolwerowa umożliwia toczenie tandemowe i jednoczesne wykonywanie czynności obróbkowych na wrzecionie pomocniczym i na wrzecionie głównym, co skraca czas cyklu. Metodę tę stosuje się przy obróbce długich, smukłych przedmiotów, np. wałów, a także przedmiotów obrabianych z dwóch stron z użyciem wrzeciona pomocniczego.
Do ograniczeń dolnej głowicy należy zaliczyć małą średnicę przedmiotu oraz długi czas programowania i ustawiania, dlatego jest ona stosowana głównie na centrach tokarskich w produkcji jednostkowej.

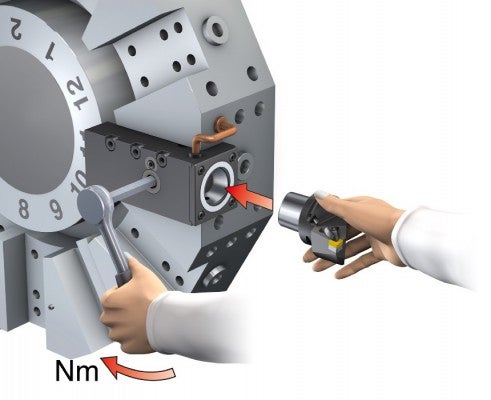
Funkcja korekty ustawienia oprawki

Wykonując pomiar wstępny narzędzi poza obrabiarką należy posłużyć się zoptymalizowanym położeniem zerowym dla każdej z pozycji narzędziowych. Funkcja przesunięcia oprawki umożliwia zamocowanie narzędzia po pomiarze wstępnym w dowolnym uchwycie i poprawną obróbkę pierwszego przedmiotu, zaoszczędzenie czasu poświęcanego na pomiar i zmniejszenie liczby wybraków.
Pompa wysokociśnieniowa
W większości obrabiarek chłodziwo można dostarczać pod wysokim ciśnieniem, wynoszącym około 70 bar (1015 psi).
Dowiedz się więcej o chłodziwie
Automatyzacja
W przyszłości wymagania względem obróbki i wyposażenia będą motywowane przez powszechne wyzwania związane z globalizacją, niedoborem wykwalifikowanych pracowników, skróceniem cyklu życia produktu i potrzebą ciągłego ograniczania kosztów produkcji. Makrotendencje widoczne w ciągu ostatnich dwóch dekad sugerują, że producenci skupiają się głównie na zmniejszeniu liczby etapów produkcji oraz skróceniu łącznego czasu produkcji (TMT). Doprowadziło to do zwiększenia automatyzacji produkcji, wykonywanej w gniazdach produkcyjnych z mniejszym udziałem obsługi ręcznej.
Rozwój nowych funkcji obrabiarek, narzędzi i systemów CAM przyczyni się do podjęcia kroków mających na celu adaptację do najczęściej napotykanych wyzwań produkcyjnych.
Mimo opóźnienia w zakresie automatyzacji centrów tokarskich w stosunku do centrów obróbkowych można przewidzieć, że w przyszłości zmiany będą dokonywać się stopniowo i skokowo w następujących obszarach:
- Wzrost ciśnienia chłodziwa sprzyjający kontroli wiórów – złącze Coromant Capto® jest już dziś przystosowane do ciśnienia chłodziwa do 200 bar (2900 psi)
- Automatyczna zmiana narzędzi – za pomocą robotów lub suwnicy
- Standaryzacja zwiększająca efektywność i ułatwiająca komunikację
- Złącze głowicy rewolwerowej – potrzebne jest nowe złącze ISO przystosowane do różnych uchwytów mocujących na wzór centrów obróbkowych, w których zastosowanie jednego złącza wrzeciona pozwoliło zracjonalizować liczbę narzędzi
- Dane produktów – definicje narzędzi ujednolicone normą ISO 13399 tworzą podwaliny nowego języka opisu danych narzędzi w branży produkcyjnej
Rozwiązania szybkowymienne w centrach tokarskich
Centra tokarskie posiadają systemy do szybkiej wymiany ostrza, ale ze względu na długi czas mocowania i ustawiania narzędzia stopień ich wykorzystania jest niższy niż w przypadku centrów obróbkowych. Należy używać oprawek z funkcją szybkiego mocowania, aby skrócić czas przeznaczany na wymiany i ustawianie narzędzi, zyskując zwiększenie udziału czasu głównego w czasie dyspozycyjnym maszyny.
Automatyczna zmiana narzędzi w centrach tokarskich
W centrach tokarskich wyposażonych w głowicę rewolwerową ATC-MACU automatyczna zmiana narzędzi jest dostępna dla statycznych i napędzanych oprawek narzędziowych.
Dowiedz się więcej o automatycznej zmianie narzędzi w centrach tokarskich.

Jak rozwiązać kwestię ograniczonej długości programowej
Dla każdej obrabiarki i głowicy rewolwerowej obowiązuje określona maksymalna średnica toczenia. Żadne z narzędzi do obróbki zewnętrznej nie może wystawać ponad określony limit, aby przy obracaniu głowicy nie zderzyć się z sąsiadującymi obiektami. Tokarskie uchwyty mocujące mają jednakową długość i przesunięcie dla każdej wielkości złącza Coromant Capto®.
Uchwyty mocujące dla danego złącza głowicy rewolwerowej są skonstruowane tak, by nie narazić standardowych oprawek na ryzyko kolizji podczas zmiany pozycji głowicy. Zaleca się także, aby korzystając z uchwytów przenoszących napęd używać jak najkrótszego narzędzia, nie tylko po to, by nie przekroczyć maksymalnej średnicy toczenia, ale także w celu zwiększenia stabilności.
Łożyska uchwytów przenoszących napęd są położone dużo bliżej siebie niż w centrum obróbkowym. Mała długość programowa pozwala zmniejszyć drgania, poprawić produktywność i bezpieczeństwo obróbki. W przypadku narzędzi do obróbki zewnętrznej o niestandardowej długości, maksymalna średnica toczenia głowicy rewolwerowej może stanowić ograniczenie.
W przypadku zastosowań wymagających penetracji narzędzia dostępne są krótkie narzędzia Coromant Capto®, zapewniające jak najkrótszą długość programową i nieprzekraczanie maksymalnej średnicy toczenia. Krótkie narzędzia Coromant Capto® nie posiadają rowków dla chwytaka i przeznaczone są wyłącznie do wymiany ręcznej.



Przykłady narzędzi Coromant Capto®, z rowkami dla chwytaka i bez
