
Wybór oprawki zaciskowej

Oprawki są używane do mocowania narzędzi z chwytem walcowym. Jest wiele rodzajów oprawek, a wybór oprawki zależy od:
- Zastosowania: frez, wiertło, gwintownik, rozwiertak
- Obrabianego materiału i tolerancji wykonania
- Produkcji: duże serie lub produkcja mieszana
- Chłodziwa: na sucho, emulsja, minimalne smarowanie – podawanie przez narzędzie lub zewnętrznie
Porównanie oprawek
W tabeli poniżej zamieszczono porównanie różnych rodzajów oprawek, które umożliwi Ci dokonanie najlepszego wyboru.
 |  |  |  |  | |
| Precyzyjna oprawka z mocowaniemhydraulicznym | Oprawka termokurczliwa | Oprawka z mocowaniem hydraulicznym | Oprawka z tuleją zaciskową ER | Weldon | |
| Zabezpieczenie przed wysunięciem narzędzia, przenoszenie momentu obrotowego | Bardzo duża | Bardzo duża | Duża | Dopuszczalna | Bardzo duża |
| Łatwość obsługi | Bardzo duża | Dopuszczalna | Duża | Duża | Bardzo duża |
| Precyzja | Bardzo duża | Bardzo duża | Duża | Dopuszczalna | Dopuszczalna |
| Wszechstronność | Bardzo duża | Duża | Bardzo duża | Bardzo duża | Dopuszczalna |
| Dostępność | Bardzo duża | Bardzo duża | Dopuszczalna | Duża | Dopuszczalna |
Tuleje do chwytu walcowego
Chwyt cylindryczny (walcowy) charakteryzuje się równomiernym rozkładem sił mocujących i zapewnia małe bicie w obróbce frezarskiej, wiertarskiej i rozwiercania otworów. Chwyt nie ma spłaszczenia ani blokad, stąd zabezpieczenie przed wysunięciem z oprawki zleży od nie przekroczenia granicznych wartości momentu obrotowego i sił osiowych.
Oprawka z mocowaniem hydraulicznym
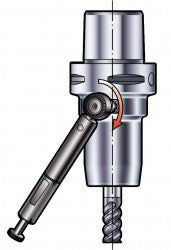
Membrana hydrauliczna zapewnia bardzo dużą siłę mocującą i małe odchyłki bicia. Oprawka charakteryzuje się dużą łatwością obsługi bez konieczności demontażu całości osprzętu z obrabiarki. Może być używana z tulejami zaciskowymi, które ograniczają liczbę potrzebnych oprawek i umożliwiają podawanie chłodziwa przez narzędzie (w obróbce wiertarskiej) lub przez tuleję (podczas frezowania).
Oprawka termokurczliwa
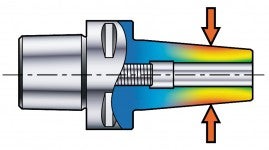
Średnica otworu mocującego jest nieco mniejsza od średnicy chwytu. Przy zmianie narzędzia konieczne jest podgrzanie otworu mocującego oprawki w celu jego rozszerzenia. Materiał oprawki i narzędzia muszą różnić się współczynnikiem rozszerzalności cieplnej, dlatego uchwyty termokurczliwe stosuje się zwykle z narzędziami węglikowymi. Przy zmianie narzędzia konieczne jest użycie urządzenia do podgrzania oprawki, a do danego modelu oprawki pasują chwyty tylko w jednym rozmiarze i konfiguracji podawania chłodziwa. Dlatego oprawki termokurczliwe najlepiej nadają się zatem do produkcji w zakładach z narzędziownią, w której można przeprowadzić zmianę narzędzia.
Oprawka termokurczliwa zapewnia dobry dostęp i małe bicie, przy średniej lub dużej sile mocującej.
Oprawka z tuleją zaciskową ER (DIN6499)

Charakteryzuje się większym biciem i mniejszą siłą mocującą niż oprawki hydrauliczne czy termokurczliwe. Dzięki bardzo dużej elastyczności zastosowań, oprawki z tuleją zaciskową stanowi ekonomiczne, uniwersalne rozwiązanie do wiercenia i lekkiej obróbki frezarskiej. Wymiany narzędzia można dokonać w obrabiarce za pomocą mocowania. Należy użyć klucza dynamometrycznego, aby upewnić się, że oprawka nie będzie nadmiernie dokręcona, co zmniejsza dokładność i powoduje uszkodzenie oprawki.
Oprawka do chwytów cylindrycznych ze spłaszczeniem
Oprawka do chwytów walcowych (cylindrycznych) ze spłaszczeniem jest używana w zastosowaniach, w których występuje duży moment obrotowy, a zabezpieczenie przed skręcaniem narzędzia ma priorytet nad małym biciem.

Oprawka wiertarska do chwytu ISO9766

Oprawka wiertarska nadaje się do średnich lub dużych średnic wiercenia. Spłaszczenie biegnie wzdłuż całej długości chwytu, gdyż na wiertło działają tylko ściskające siły w kierunku osiowym (nie ma ryzyka wysunięcia), ale na powierzchni walcowej wiertło ma kontakt z adapterem dla zapewnienia jak najlepszej stabilności. Oprawka wiertarska różni się od oprawki typu Weldon szlifowanym czołem i dłuższą częścią chwytową zapewniającą im lepszą stabilność.
Oprawka typu Weldon do chwytu wg DIN 6535-HB
Oprawka typu Weldon lub „frezarska” to tradycyjna oprawka używana do frezowania. Krótkie spłaszczenia zapewniają dobre przeniesienie momentu obrotowego i jednocześnie zabezpieczają przed wysunięciem narzędzia z oprawki. Wadą oprawki typu Weldon jest bicie, które ma istotne znaczenie dla wydajności obróbki frezarskiej. Coraz częściej oprawki tego typu zostają zastąpione oprawkami termokurczliwymi lub z mocowaniem hydraulicznym.


Modułowe złącze śrubowe

Modułowe złącze śrubowe zapewnia liczne zalety podczas frezowania i wytaczania. W przypadku małych obrabiarek możliwość rezygnacji z oprawki zaciskowej pozwala skrócić wysięg całkowity zespołu narzędzia, co wpływa na zmniejszenie drgań. Przy obróbce na długich wysięgach rozwiązanie to pozwala z kolei łatwiej dobrać optymalny materiał i kształt oprawki niż w przypadku rozwiązań jednolitych.
Koszt długich węglikowych narzędzi monolitycznych do obróbki frezarskiej jest wysoki, stąd zastosowanie wymiennych części roboczych znacznie obniża koszty.
Adaptery do złączy obrabiarek
Stosowane głównie dla małych i średnich wrzecion (HSK40/50/63 - stożek #30, 40 - C3/C4/C5/C6). Wszystkie inne złącza wydłużają zespół narzędzi. Zmniejszenie długości programowej poniżej trzykrotności styku kołnierzowego ogranicza drgania i zwiększa produktywność.

Cylindryczny chwyt stalowy/węglikowy
Długość chwytu oprawki jest dobierana tak, by zminimalizować nadmierną długość całkowitą. Trzonki stalowe są stosowane do 3×D, a węglikowe - do 8×D.

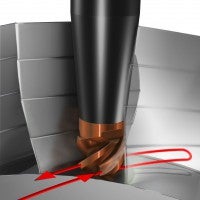
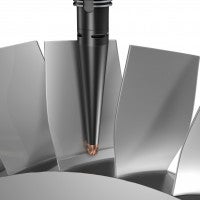
Stożkowy trzonek stalowy/węglikowy
Stożkowy kształt ma duży wpływ na stabilność. Trzonka stożkowego należy używać zawsze wtedy, gdy pozwala uzyskać luz względem powierzchni nieobrabianych oraz do obróbki 5-osiowej. Poprzez zastosowanie stożkowych pełnowęglikowych adapterów frezarskich można znacząco obniżyć koszty narzędzi. Stożkowe trzonki są dostępne w asortymencie z chwytem cylindrycznym oraz Coromant Capto® (stalowe).
Podwymiarowe (G) trzonki z ciężkiego metalu
Drgania w przypadku trzonków o długości przekraczającej trzykrotność średnicy ich przekroju poprzecznego zawsze stanowią problem. Sytuacja zmienia się radykalnie, jeśli ograniczyć długość zespołu do absolutnego minimum. Średnica podwymiarowych trzonków G jest o 0,3 mm (0.012 cala) mniejsza od średnicy skrawania; za pomocą specjalnych tulei zaciskowych do oprawek z mocowaniem hydraulicznym możliwa jest łatwa modyfikacja mocowania. Trzonki podwymiarowe są stosowane, gdy długość wysięgu jest równa 3–6-krotności średnicy jego przekroju poprzecznego.

Chwyt walcowy z zabierakiem kwadratowym do gwintowania
Adaptery do gwintowników są stosowane do gwintowania na obrabiarkach wyposażonych w automatyczny zmieniacz narzędzi. Dzięki specjalnej konstrukcji możliwa jest kompensacja różnic między posuwem wrzeciona a skokiem gwintu poprzez funkcję rozciąganie i ściskania kompensatora. Nawet niewielkie różnice między wyliczonym posuwem a rzeczywistym skokiem gwintu mogą być przyczyną powstawania bardzo dużych sił posuwowych działających na boki nakroju gwintownika i powodujących większy nacisk podczas obróbki. Podczas gwintowania za pomocą gwintownika z chwytem walcowym z zabierakiem kwadratowym ważne jest użycie adaptera tej samej wielkości, co chwyt/zabierak.
Oprawki do gwintowania zsynchronizowanego

Zsynchronizowana obróbka z użyciem gwintowników mocowanych w oprawkach np. CoroChuck® 970, które są wyposażone w mikrokompensator pozwala niwelować odchyłki poprzeczne i wzdłużne. Siły posuwowa działające na boki nakroju gwintownika ulegają zmniejszeniu, co pozwala uzyskać lepszą jakość powierzchni i wydłużyć trwałość. W oprawkach do gwintowników do zsynchronizowanego gwintowania należy stosować tuleje ER do gwintowania z zabierakiem. Nie zaleca się używania tulei bez zabieraka ze względu na duży moment obrotowy, który może spowodować poślizg gwintownika w tulei.
System szybkomocujący

Należy pamiętać o używaniu szybkowymiennych adapterów do gwintowników odpowiedniej wielkości; w przeciwnym razie istnieje duże ryzyko złamania gwintownika lub wykonania gwintu poza zakresem tolerancji wymiarowej.
W celu uzyskania najlepszych wyników obróbki na obrabiarkach bez funkcji gwintowania synchronicznego, należy uwzględnić następujące zalecenia:
- Zaprogramować posuw obrabiarki o 10% mniejszy od wartości teoretycznej (skok gwintu prędkość obrotowa). Pozwoli to zwiększyć precyzję wykonania skoku gwintu
- Zmniejszyć głębokość gwintowania o 10%, aby uniknąć złamania gwintownika
- Gwintując głębokie otwory w miękkich materiałach, np. aluminium, zmniejszyć posuw i głębokość o 3-5%
Wybór oprawki zaciskowej / zalecenia
| Oprawka | Pierwszy wybór | Drugi wybór |
| Wiertła na płytki wymienne | Oprawka wiertarska | |
| Wiertła z wymienną końcówką | Precyzyjna oprawka z mocowaniem hydraulicznym (tylko z tuleją zaciskową) Oprawka wiertarska | |
| Wiertła pełnowęglikowe | Precyzyjna oprawka z mocowaniem hydraulicznym Oprawka termokurczliwa | Oprawka z tuleją zaciskową ER |
| Rozwiertaki | Precyzyjna oprawka z mocowaniem hydraulicznym Oprawka termokurczliwa | Oprawka z tuleją zaciskową ER |
| Gwintowniki | Oprawka do gwintowania z synchronizacją | Oprawka z tuleją zaciskową ER Rozwiązanie szybkowymienne |
| Frez trzpieniowy na wymienne płytki | Precyzyjna oprawka z mocowaniem hydraulicznym | Oprawka do chwytu Weldon |
| Frez trzpieniowy z wymienną częścią roboczą | Precyzyjna oprawka z mocowaniem hydraulicznym (duże obrabiarki i długie wysięgi) | Adapter z wymienną głowicą (małe i średnie obrabiarki, krótkie wysięgi) |
| Monolityczny węglikowy frez trzpieniowy | Precyzyjna oprawka z mocowaniem hydraulicznym Oprawka termokurczliwa | Oprawka z tuleją zaciskową ER |
