Tokarki pionowe (karuzelowe)

Tokarki pionowe karuzelowe (VTL) należą do najbardziej tradycyjnych typów obrabiarek. Idealnie nadają się one do ciężkiej obróbki średnich i dużych detali. Wraz z rozwojem różnych technologii tokarki pionowe także stają się w coraz większym stopniu wielozadaniowe.
Konfiguracja tokarki pionowej

Za pomocą tokarek pionowych można obrabiać przedmioty o średnicy z zakresu od 1 metra do ponad 20 metrów (39.37–787.40 cala). W tokarkach tego typu wykorzystuje się konstrukcję bramową z suportem narzędziowym.
Tokarki pionowe cechuje bardzo duża wydajność skrawania metalu. Jednak ich wadą może być stopień wykorzystania obrabiarki ze względu na czas wymiany narzędzia oraz załadunku, mocowania i rozładunku przedmiotu.
W ostatniej dekadzie wzrosło zapotrzebowanie na duże obrabiarki do obróbki przedmiotów osiowosymetrycznych ze strony firm z branży energetycznej i transportowej. Duże elementy turbin gazowych, parowych i wiatrowych oraz silników lotniczych są wykonywane metodą obróbki tokarskiej. Bardzo wzrosła również produkcja zestawów kolejowych do składów spedycyjnych i miejskich oraz szybkich linii pasażerskich.

Rozwój tokarek pionowych
Bodźcem dla rozwoju nowej generacji obrabiarek wielozadaniowych jest kilka technologii.
Pomiar wstępny poza obrabiarką w celu skrócenia czasu ustawiania - czas zmiany narzędzia i pomiaru


- Rozwiązania szybkowymienne: w obrabiarkach wyposażonych w imaki tokarskie można stosować systemy szybkowymienne do ręcznej zmiany, umożliwiające zmianę oprawki w ciągu niecałej minuty z dużą dokładnością i wewnętrznym podawaniem chłodziwa. Rozwiązania te pozwalają skrócić czas ustawiania i wstępnego pomiaru w porównaniu do narzędzi z chwytem tradycyjnym.
- Automatyczny zmieniacz narzędzi: pozwala odejść od koncepcji imaków dla trzonków z chwytem tradycyjnym do uchwytów z mocowaniem hydromechanicznym. Narzędzia są zmieniane automatycznie, co sprzyja skróceniu przestojów i przejściu na produkcję bezobsługową.

Konstrukcja z dwoma suportami

W celu zwiększenia wydajności skrawania metalu można wykonywać dwie operacje toczenia jednocześnie.
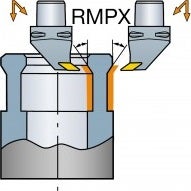
Wrzeciona obrotowe
Możliwość frezowania pod kątem 90° na czole suportu narzędziowego dzięki przystawkom z mocowaniem w narożnikach lub za pomocą sprzęgła tarczowego o kształtowych powierzchniach czołowych. Takie 4-osiowe centrum obróbkowe pozwala wyeliminować czasochłonną i pracochłonną konieczność przenoszenia dużych przedmiotów z tokarki na centrum obróbkowe.
Magazyny narzędzi
Większą ilość miejsca na narzędzia - potrzebną ze względu na rosnący zakres prac obróbkowych i bardziej złożone kształty przedmiotów - zapewniają magazyny łańcuchowe, bardziej przypominające rozwiązania stosowane w dużych centrach obróbkowych czy obrabiarkach wielozadaniowych niż tradycyjne tarcze narzędziowe.

Chłodziwo podawane pod wysokim ciśnieniem
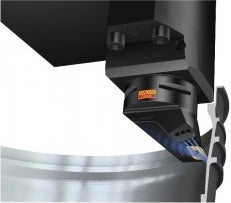
Podawanie chłodziwa przez ramię skrawające pozwala wyeliminować elementy ruchome (np. wrzeciona obrotowe czy głowice rewolwerowe), powodujące problemy z uszczelnieniem. W ekstremalnych przypadkach podczas produkcji przy użyciu tokarek pionowych stosowane jest ciśnienie wynoszące nawet 500 bar (7252 psi), natomiast normą jest 70 bar (1015 psi).
Automatyczny zmieniacz narzędzi - Coromant Capto®
O uniwersalności nowoczesnych tokarek pionowych decyduje możliwość montażu oprawek w różnych konfiguracjach na pionowym ramieniu. Przystawki są zmieniane automatycznie i magazynowane na osobnym stelażu. Automatyczny zmieniacz narzędzi zapewnia optymalne wykorzystanie obrabiarki.

Złącze Coromant Capto® stanowi naturalny wybór do obróbki tokarskiej, może też być stosowane we wrzecionach obrotowych o tej samej wielkości złącza. Zapewnia to pełną elastyczność przechowywania narzędzi. W zależności od obrabianego przedmiotu, z tym samym zmieniaczem i magazynem narzędzi można stosować dowolne zestawienie narzędzi tokarskich, frezarskich, wiertarskich i wytaczarskich.
- Złącza C5, C6, C8, C10 stosuje się z tokarskimi uchwytami mocującymi obsługiwanymi ręcznie lub z automatycznymi uchwytami hydromechanicznymi. Ustawienie proste lub kątowe zapewnia dużą elastyczność. Taka konfiguracja jest często stosowana w obróbce wewnętrznej za pomocą wytaczaków, kiedy nie ma możliwości dostępu za pomocą ramienia
- Złącza C8, C10 są wykorzystywane we wrzecionach obrotowych. To samo złącze można elastycznie wykorzystywać do toczenia i zastosowań obrotowych z użyciem różnych narzędzi
Jak obrabiać otwory o średnicach mniejszych niż pozwala na to zasięg suportu narzędziowego

Tuleja z przesunięciem jest przeznaczona do zastosowań wytaczarskich. Dzięki niej, wytaczak może obrabiać otwory o średnicach mniejszych niż pozwala na to zasięg suportu narzędziowego.
C6 – minimalna średnica: 103 mm (4.055 cala)
C8 – minimalna średnica: 133 mm (5.236 cala)
C5 – minimalna średnica: 76 mm (2.992 cala)
Użycie wersji lewej lub prawej adaptera redukcyjnego z przesunięciem umożliwia zastosowanie większej liczby narzędzi skrawających na jednym ramieniu.


Dostępne są narzędzia do profilowania z osiowym ustawieniem mocowania.