
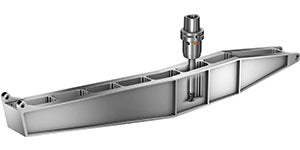
Solutions pour un usinage rentable de grande qualité de bras de train d'atterrissage aéronautiques
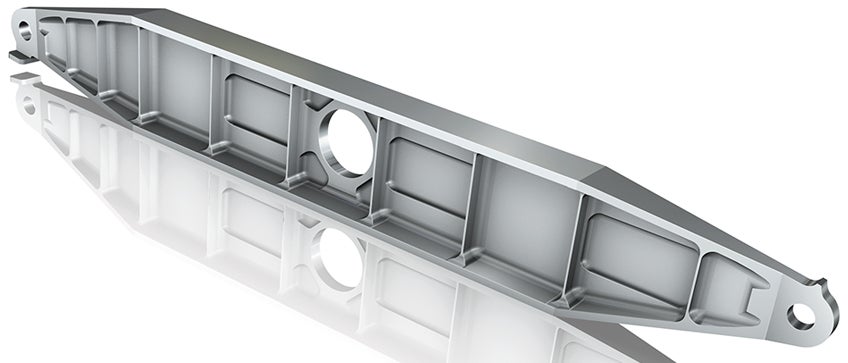
Sur le fuselage, il y a plusieurs pièces structurelles en titane. Les bras de trains d'atterrissage sont un exemple de pièce avec des parois fines par endroits. L'usinage de pièces structurelles dans l'aéronautique est souvent difficile : parois et fonds minces, poches profondes et angles serrés. Nous vous aidons à surmonter ces difficultés à l'aide d'outils et de méthodes spécifiques.
Difficultés courantes dans l'usinage de pièces structurelles :
- Mauvaise productivité
- Vibrations
- Déflexion de l'outil et de la pièce
- Faible durée de vie d'outil
- Bourrages copeaux
- Process lent
CoroMill® MH20 – Fraisage de poches à grande avance
Lors de l'usinage de poches profondes, plus particulièrement si elles sont étroites, une grande longueur de porte-à-faux est nécessaire. Ce type d'opération est délicat et le risque de vibrations est élevé. CoroMill® MH20 est optimisée pour les applications d'usinage de poches dans les matières ISO S, M et P ; elle assure un usinage sûr et exempt de vibrations avec de grandes longueurs de porte-à-faux.
Pour en savoir plus sur CoroMill® MH20
CoroMill® Plura HFS - Stratégie de dressage à grande avance stable
Les stratégies d’usinage exigeantes avec de grands engagements de l'outil entraînent une élévation de la température et des forces de coupe élevées, ce qui détériore l'outil. Une stratégie plus stable consiste à programmer une grande profondeur de coupe (ap) et une faible largeur de coupe (ae) en contrôlant l'épaisseur de copeau maximum afin de limiter les forces de coupe. Cela autorise l'usinage à grande vitesse avec une vitesse de coupe et une avance élevées afin d'obtenir un débit copeaux important.
Pour en savoir plus sur CoroMill® Plura HFS ISO S

CoroMill® 316 – Usinage de fonds minces
Pour surmonter les difficultés de l'usinage des fonds minces, Sandvik Coromant a mis au point une stratégie d'usinage spécifique :
- Trajectoire d'outil en interpolation hélicoïdale favorisant la stabilité de la pièce et réduisant la déflexion de la paroi usinée
- Optimisation de la surépaisseur d'usinage laissée pour la finition afin d'avoir des forces de coupe minimales lors de cette dernière opération
- Usinage des angles par effeuillage
- Ratio ap/ae optimisé pour réduire les forces de coupe et la déflexion de la pièce
Nuances de fraisage dédiées pour le titane
S30T et S40T sont disponibles pour différentes fraises CoroMill® pour le surfaçage, le fraisage d'épaulements, le dressage, le tréflage, le fraisage grande avance, le profilage et le fraisage de rainures. Avec ces nuances, vous obtiendrez des performances inégalées et des process plus fiables. Et la durée de vie des plaquettes sera plus longue.
Plaquettes et nuances de fraisage pour le titane et les superalliages réfractaires

Nuance S30T : vitesse et durabilité
La nuance S30T a été développée pour permettre un fraisage productif du titane. Elle combine les propriétés d'un substrat carbure micro-grain et d'un revêtement PVD résistant à l'usure. Cette combinaison permet d'obtenir des arêtes de coupe très vives et résistantes à la fatigue comme au micro-écaillage. Grâce à elle, la durée de vie en coupe est plus longue et il est possible d'augmenter la vitesse de coupe.

Nuance S40T : pour les cas difficiles
S40T est développée pour les conditions difficiles combinant un carbure cémenté grande ténacité et un revêtement CVD fin. Cette configuration lui permet de supporter les vibrations et les autres conditions difficiles avec des temps de coupe longs. L'usure est prévisible. L'arête s'émousse progressivement et ne rompt pas.
S30T et S40T – Productivité et sécurité dans le fraisage du titane

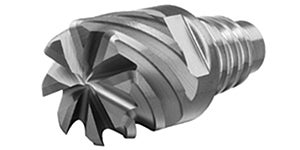
CoroMill® Plura – Finition de poches 2D et fraisage d'angles – effeuillage
Les fraises carbure monobloc en bout spécialisées sont un choix idéal pour la finition des poches 2D. Ces fraises sont optimisées pour les alliages de titane et la finition de poches profondes avec des débits copeaux élevés sans vibrations.
Les autres avantages sont la grande précision et la longue durée de vie, même avec des conditions de coupe élevées.
La méthode de l'effeuillage avec CoroMill® Plura est la combinaison idéale lors de l'usinage d'angles dans des pièces en titane. Des passes successives permettent de retirer la matière en conservant une immersion radiale et un angle d'engagement faibles et constants ainsi que des forces de coupe faibles.

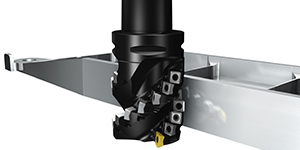
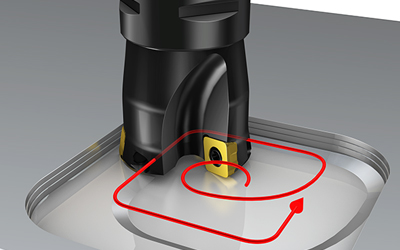
CoroMill® 300 - Surfaçage ébauche
Programmer une entrée par interpolation circulaire dans le sens des aiguilles d'une montre (le sens contraire ne permet pas d'éviter le problème de l'épaisseur des copeaux en sortie). Avec l'interpolation circulaire, l'épaisseur des copeaux en sortie est toujours nulle, ce qui permet une avance plus élevée et une durée de vie d'outil plus longue. Les fraises à plaquettes rondes offrent la meilleure productivité et une durée de vie étendue grâce à leur angle d'attaque et à l'effet d'amincissement des copeaux. CoroMill 300 avec S30T et S40T possède l'arrosage par le centre et un pas fin en option. Elle est donc optimisée pour le titane. Plaquettes désormais disponibles en tailles jusqu'à 20 mm (ou 1 pouce).

CoroMill® 690 - Profilage 2D
Pour cette opération, nous pouvons apporter une solution complète, de l'ébauche à la finition. Le meilleur choix pour l'ébauche est CoroMill® 690 avec les nuances spécialisées pour le titane S30T et S40T. Le positionnement axial des plaquettes est garanti par l'interface de plaquette qui empêche tout mouvement et permet des débits copeaux élevés en toute sécurité. La coupe est légère et n'exige pas une grande puissance machine. Chaque logement de plaquette possède son propre orifice d'arrosage fileté pouvant recevoir des buses pour l'arrosage haute pression.
Ebauche de poches 2D - Solution 1
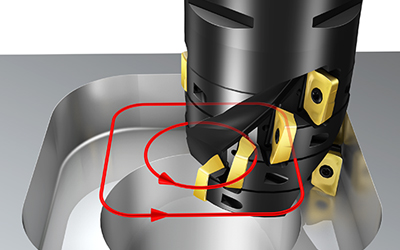
Pour l'ébauche de poches 2D, appliquer la méthode du ramping circulaire avec une faible profondeur de coupe et une avance élevée de 1.0 mm/dent avec la fraise grande avance CoroMill® 210 ou avec CoroMill® MH20. Cette technique légère et rapide permet un excellent débit copeaux. Elle convient à tous les types et configurations de machines.
La méthode du ramping circulaire présente l'avantage de réduire le nombre d'outils nécessaire pour les poches (aucun foret n'est nécessaire) et d'être flexible car elle permet d'usiner des poches de différentes tailles. Il est aussi possible d'utiliser d'autres outils avec cette technique de programmation, par exemple une fraise à plaquettes rondes comme CoroMill® 300.
Pour en savoir plus sur CoroMill® MH20
Ebauche de poches 2D - Solution 2
L'ouverture d'une poche 2D par la méthode du ramping circulaire avec la fraise deux tailles CoroMill 390 équipée de plaquettes de taille 11 mm et de la nouvelle nuance pour le titane S30T apporte d'excellents débits copeaux. Conserver un faible arc d'engagement à tout moment dans les poches. Pour cela, percer un trou de départ aussi grand que possible (soit avec un foret, soit par interpolation hélicoïdale à la fraise), entrer en coupe par interpolation circulaire puis appliquer de grands rayons pour éviter les vibrations dans les angles.
Pour en savoir plus sur CoroMill® 390
Plus de productivité dans l'industrie aéronautique (article)
Arrosage haute pression
La règle de base est simple : il faut toujours usiner le titane sous arrosage. L'arrosage doit être abondant et, si possible, à haute pression. La haute pression permet en effet de doubler la durée de vie de l'outil dans le titane. Elle évite la recoupe des copeaux qui endommage les outils car les copeaux soudés sont décollés plus efficacement.
Recommandations :
- Utiliser l'arrosage à travers la broche et l'outil.
- Calculer le débit et la pression en fonction du nombre d'orifices d'arrosage et de leur diamètre ainsi qu'en fonction de votre opération.
- Utiliser la plus petite taille possible de buses d'arrosage pour augmenter la pression
- Pression recommandée : 70 bars ou plus
- Débit recommandé : 50 litres/minute
CoroChuck™ 930
Grâce à sa très grande force de serrage, ce mandrin offre la meilleure résistance à l'arrachage du marché ; la stabilité est excellente ainsi que l'accessibilité dans les opérations de fraisage et de perçage. C'est une solution qui améliore la sécurité et la précision de l'usinage et qui apporte plus d'efficacité dans la production en permettant des montages et changements d'outils plus rapides et faciles. Des pinces avec interface à verrouillage mécanique sont disponibles pour les queues Weldon, pour une résistance parfaite à l'arrachage.

