En la siguiente tabla se presentan una serie de consejos para la resolución de problemas de fresado relacionados con vibraciones, atasco de la viruta, remecanizado de la viruta, acabado superficial deficiente, formación de rebabas, potencia de la máquina y desgaste de la herramienta.
Causa
Solución
Vibración
Fijación débil
Evaluar la dirección de las fuerzas de corte y mejorar el apoyo o la fijación.
Reducir las fuerzas de corte disminuyendo la profundidad de corte, ap.
Seleccionar una fresa con paso amplio y diferencial, y con acción de corte más positiva.
Seleccionar una geometría L con radio de punta pequeño y faceta paralela también pequeña.
Seleccionar una plaquita de grano fino, sin recubrimiento o con recubrimiento más delgado.
Evitar mecanizar donde la pieza tenga un apoyo deficiente respecto a las fuerzas de corte.
Pieza débil en dirección axial
Plantearse utilizar una fresa de escuadrar (ángulo de posición de 90 grados) con geometría positiva.
Seleccionar una plaquita con geometría L.
Reducir la fuerza de corte axial: menor profundidad de corte, menor radio de punta y menor faceta paralela.
Seleccionar una fresa de paso amplio con paso diferencial.
Verificar el desgaste de la herramienta.
Comprobar la excentricidad del portaherramientas.
Mejorar la sujeción de la herramienta.
Voladizo demasiado largo
Minimizar el voladizo
Utilizar fresas de paso amplio con paso diferencial.
Equilibrar las fuerzas de corte axial y radial: ángulo de posición de 45 grados, mayor radio de punta o fresa con plaquita redonda.
Aumentar el avance por diente.
Utilizar una geometría de corte ligero.
Reducir la profundidad de corte axial, af.
Utilizar fresado en contraposición de acabado.
Utilizar fresas sobredimensionadas y adaptadores de acoplamiento Coromant Capto®.
Para fresas de ranurar de metal duro enterizas y fresas de cabeza intercambiable, probar una herramienta con menos dientes o mayor ángulo helicoidal.
Fresado en escuadra con husillo débil
Seleccionar el diámetro de fresa más pequeño posible.
Seleccionar fresas y plaquitas de corte ligero y positivas.
Probar fresado en contraposición.
Comprobar que la desviación del husillo es aceptable para la máquina.
Avance de mesa irregular
Probar fresado en contraposición.
Ajustar el mecanismo de avance de la máquina: ajustar el tornillo de avance en las máquinas CNC.
Ajustar el tornillo de bloqueo o cambiar el husillo de bolas en máquinas convencionales.
Datos de corte
Reducir la velocidad de corte, vc.
Incrementar el avance, fz.
Cambiar la profundidad de corte, ap.
Estabilidad deficiente
Reducir el voladizo.
Mejorar la estabilidad.
Vibración en las esquinas
Programar radios de esquina grandes con velocidad de avance reducida.
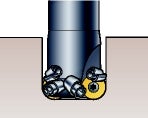
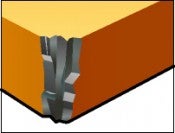
Atasco de viruta Obstáculo habitual en ranurado, especialmente con materiales de viruta larga
Vértice de plaquita dañado
Astillamiento y rotura del filo
Remecanizado de la viruta
Mejorar la evacuación de la viruta utilizando refrigerante o aire comprimido abundante y bien dirigido.
Reducir el avance, fz
Dividir los cortes profundos en varias pasadas.
Probar fresado en contraposición para ranuras profundas.
Utilizar fresas de paso amplio.
Utilizar fresas de ranurar de metal duro enterizas o de cabeza intercambiable con dos o tres filos como máximo y/o mayor ángulo helicoidal.
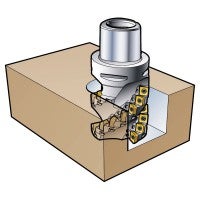
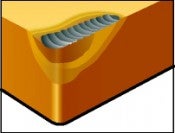
Remecanizado de la viruta Aparece en ranurado y cajeado, especialmente en titanio. También es habitual al fresar alojamientos y cavidades profundas en máquinas verticales.
Fisuras en el filo
Perjudicial para la vida útil y seguridad
Atasco de la viruta
Evacuar la viruta con eficacia mediante aire comprimido o refrigerante abundante, preferentemente suministrado por el interior de la herramienta.
Cambiar la posición de la fresa y la estrategia de recorrido de la herramienta.
Reducir el avance, fz.
Dividir los cortes profundos en varias pasadas.
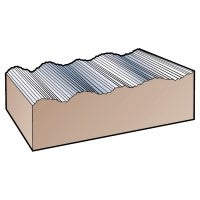
Acabado superficial incorrecto
Avance por vuelta excesivo
Reglar la fresa axialmente o clasificar las plaquitas. Comprobar la altura con un indicador.
Comprobar la desviación del husillo y las superficies de montaje de la fresa.
Reducir el avance por vuelta a un 70% como máx. de la anchura de la faceta paralela.
Utilizar plaquitas wiper siempre que sea posible (operaciones de acabado).
Para conseguir datos de corte optimizados, piezas de máxima calidad y una vida útil porlongada, recuerde comprobar siempre la plaquita/el filo tras mecanizar. Utilice esta lista de causas y soluciones de las distintas formas de desgaste de la plaquita para conseguir el mejor fresado posible.
Causa
Solución
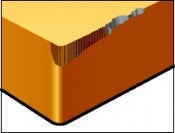
Desgaste en incidencia Desgaste rápido que da lugar a un acabado superficial deficiente o la pérdida de tolerancias.
Velocidad de corte demasiado alta
Resistencia al desgaste insuficiente
Avance, fz, demasiado bajo
Reducir la velocidad de corte, vc.
Seleccionar una calidad más resistente al desgaste.
Incrementar el avance, fz.
Desgaste en incidencia Desgaste excesivo que reduce la vida útil de la herramienta.
Vibración
Remecanizado de la viruta
Formación de rebabas en la pieza
Acabado superficial deficiente
Generación de calor
Ruido excesivo
Incrementar el avance, fz.
Utilizar fresado en concordancia.
Evacuar la viruta con aire comprimido.
Comprobar los datos de corte recomendados.
Desgaste en incidencia Desgaste irregular que termina por dañar el vértice.
Excentricidad de la herramienta
Vibración
Vida útil reducida
Acabado superficial deficiente
Nivel de ruido elevado
Fuerzas radiales demasiado altas
Reducir la excentricidad a menos de 0.02 mm (0.0008 pulg.).
Comprobar el portapinzas y la pinza.
Minimizar el saliente de la herramienta.
Usar menos dientes en corte.
Elegir un mayor diámetro de la herramienta.
Para fresas de ranurar de metal duro enterizas y de cabeza intercambiable, seleccionar una geometría con mayor ángulo helicoidal (ap ≥45°).
Dividir la profundidad de corte axial, ap, en varias pasadas.
Reducir el avance, fz.
Reducir la velocidad de corte, vc.
HSM requiere pasadas pequeñas.
Mejorar la sujeción de la herramienta y la pieza.
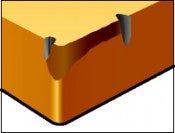
Desgaste en cráter Desgaste excesivo que debilita el filo. El filo de corte se rompe por la parte posterior y provoca un acabado superficial deficiente.
Desgaste por difusión debido a temperaturas demasiado altas en la cara de desprendimiento.
Seleccionar una calidad con recubrimiento de Al203.
Seleccionar una plaquita de geometría positiva.
Reducir primero la velocidad para conseguir una temperatura inferior y después reducir el avance.
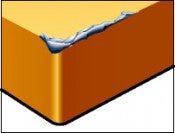
Deformación plástica Deformación plástica del filo, depresión o impresión del flanco, que provoca control de viruta y acabado superficial deficientes, y rotura de la plaquita.
Presión y temperatura de corte demasiado altas
Seleccionar una calidad con mayor resistencia al desgaste (más dura).
Reducir la velocidad de corte, vc.
Reducir el avance, fz.
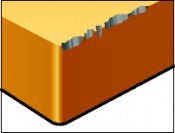
Astillamiento La parte del filo de corte que no está en contacto con la pieza está dañada por causa del martillado de las virutas. Tanto la cara superior como el soporte de la plaquita pueden sufrir daños, lo que resulta en una textura superficial deficiente y un desgaste en incidencia excesivo.
Virutas desviadas hacia el filo de corte
Seleccionar una calidad más tenaz.
Seleccionar una plaquita con un filo más robusto.
Incrementar la velocidad de corte, vc.
Seleccionar una geometría positiva.
Reducir el avance al principio del corte.
Mejorar la estabilidad.
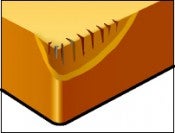
Astillamiento Pequeñas fracturas (fisuras) del filo que provocan un acabado superficial deficiente y desgaste en incidencia excesivo.
Calidad demasiado frágil
Geometría de plaquita demasiado débil
Filo de aportación
Seleccionar una calidad más tenaz.
Seleccionar una plaquita con una geometría más robusta.
Incrementar la velocidad de corte, vc, o seleccionar una geometría positiva.
Reducir el avance al principio del corte.
Desgaste en entalla Desgaste en entalla que provoca un acabado deficiente y riesgo de rotura del filo.
Materiales que se endurecen al ser mecanizados
Corteza y cascarilla
Reducir la velocidad de corte, vc.
Seleccionar una calidad más tenaz.
Seleccionar una geometría más robusta.
Usar un ángulo de corte más cercano a 45 grados.
Utilizar plaquitas redondas para garantizar el mejor resultado.
Usar una técnica de ap variable para posponer el desgaste.
Pirogrietas Pequeñas fisuras perpendiculares al filo que provocan astillamiento y un acabado superficial deficiente.
Mecanizado discontinuo
Suministro de refrigerante irregular
Seleccionar una calidad más tenaz con mayor resistencia a los cambios bruscos de temperatura.
El refrigerante debe aplicarse en abundancia o no aplicarse.
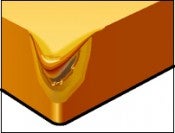
Filo de aportación (BUE) Filo de aportación que provoca acabado superficial deficiente y rotura del filo de corte cuando se arranca dicho filo.
La temperatura de la zona de corte es demasiado baja
Material muy pastoso, como acero de bajo contenido en carbono, acero inoxidable y aluminio.
Incrementar la velocidad de corte, vc.
Cambiar a una geometría de plaquita más adecuada.
Filo de aportación (BUE) El material de la pieza se suelda al filo.