
Planeado

Las operaciones de planeado incluyen:
- Planeado general
- Fresado de alto avance
- Planeado pesado
- Acabado con plaquitas wiper
Planeado general
¿Qué es un planeado exitoso?
El planeado es la operación de fresado más habitual y puede realizarse con una amplia gama de herramientas diferentes. Las plaquitas con un ángulo de posición de 45º son las más utilizadas pero, en determinadas ocasiones, también se emplean fresas de plaquita redonda, fresas de escuadra cuadrada y fresas de disco. Asegúrese de elegir la fresa correcta para la operación y alcanzar así una productividad óptima (consulte la siguiente información sobre la elección de la herramienta).
Elección de la herramienta
Información general sobre fresas de planear
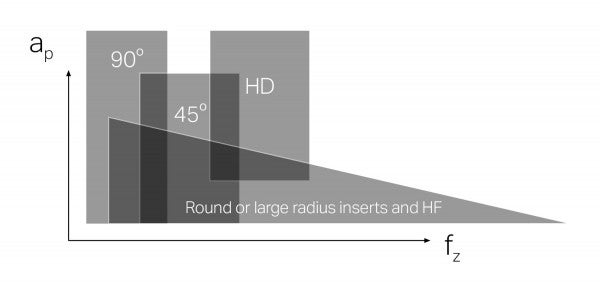
El siguiente diagrama muestra las principales áreas de aplicación para los diferentes conceptos de fresas en términos de profundidad de corte, ap, y avance por diente, fz.
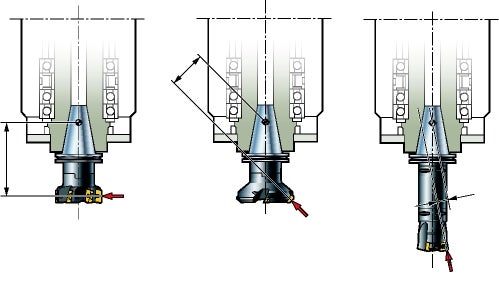
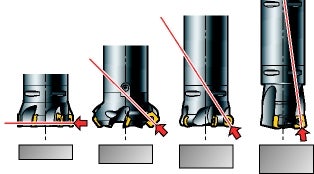
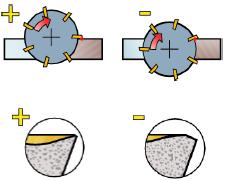
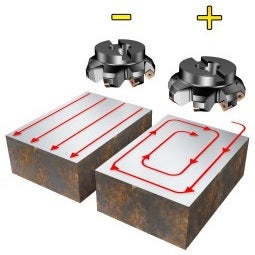
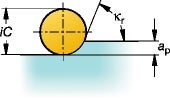
Dirección de las fuerzas de corte generadas por los diferentes ángulos de posición.
Fresas de planear y fresado en plunge de 10° - 65°
Esta amplia gama de fresas se emplea principalmente para operaciones de planeado pero también pertenecen a este grupo las fresas con ángulos de posición muy pequeños indicadas para fresado en plunge.
Fresas de 45°
- Primera elección para uso general
- Reducción de las vibraciones en voladizos largos y reglajes débiles
- Producción de virutas más finas, lo que permite una mayor productividad
Fresas de 90°
- Componentes de paredes finas
- Componentes de fijación débil
- Donde se requiere una forma de 90°
Fresas de plaquita redonda y radio grande
Las fresas de plaquita redonda son muy versátiles, tienen una excelente capacidad de mecanizado en rampa y se emplean para procesos de planeado exigentes además de operaciones de perfilado.
- Uso universal
- Filo más resistente
- Muchos filos por plaquita
- Especialmente indicada para superaleaciones termorresistentes, ISO S
- Acción de corte suave
Selección del método: ejemplo
Planeado
|
||||||||

|
||||||||
| Ángulo de posición de 25-65° | Ángulo de posición de 90° | Ángulo de posición de 10° | ||||||
|
Ventajas + Productividad elevada + Optimizado para planeado + Opciones de plaquita multifilo Desventajas – Profundidad de corte moderada |
Ventajas + Fresa versátil que puede emplearse para muchas otras operaciones + Fuerzas axiales bajas
+ Profundidad de corte relativamente grande en relación al tamaño de la plaquita Desventajas – Menor productividad |
Ventajas + Productividad elevada + Avance extremadamente grande + Dirección de la fuerza de corte axial (favorable para la estabilidad del husillo) Desventajas – Profundidad de corte reducida |
||||||
|
Productividad elevada
La elección básica |
Versátil
Producción mixta |
Alta productividad
Solucionadora de problemas |
||||||
Cómo se aplica
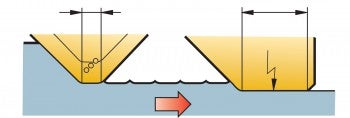
Planeado intermitente de superficies con interrupciones
Evite fresar sobre interrupciones
- Si es posible, evite fresar sobre las interrupciones (agujeros o ranuras). Estos cortes intermitentes sobrecargan los filos de la herramienta al generar múltiples entradas y salidas desfavorables.
- Como alternativa, reduzca el avance recomendado un 50% al mecanizar la superficie de la pieza que presenta interrupciones para mantener la viruta delgada al salir del corte.
Planeado de piezas de pared delgada y secciones de flexión
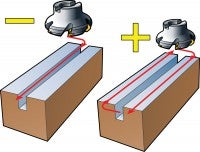
- Tenga en cuenta la dirección de las fuerzas de corte principales y su relación con la estabilidad de la pieza y la fijación.
- Al fresar piezas débiles en dirección axial, utilice una fresa para escuadrar de 90°, ya que dirige la mayor parte de las fuerzas de corte en dirección axial.
- Como alternativa, utilice una fresa de planear de corte ligero.
- Evite las profundidades axiales inferiores a 0.5–2 mm para minimizar las fuerzas axiales.
- Utilice una fresa de paso grande para reducir al mínimo el número de filos que actúan en el corte.
- Utilice filos agudos y positivos (-L) para minimizar las fuerzas de corte.
- Utilice una fresa de paso diferencial como solucionadora de problemas.
Recanteado de secciones delgadas con fresas de planear

- Para operaciones de planeado sobre bordes de secciones delgadas, la fresa debe colocarse descentrada. El mecanizado se hace más homogéneo y las fuerzas de corte se dirigen uniformemente a lo largo de la pared, lo que reduce el riesgo de vibración.
- Seleccione un paso de fresa que mantenga más de una plaquita en corte en todo momento.
- Utilice la geometría de plaquita más ligera posible (ligera en vez de media o media en vez de pesada).
- Seleccione un radio de plaquita más pequeño y faceta paralela más corta para reducir el riesgo de vibración en piezas de paredes delgadas.
- Utilice datos de corte bajos, poca profundidad de corte, ap, y bajo avance por diente, fz.
Lista de comprobación y consejos de aplicación
Entrada radial
- Tenga en cuenta la estabilidad de la máquina-herramienta, tamaño y tipo del husillo (vertical u horizontal) y la potencia disponible.
- Utilice un diámetro de fresa entre un 20 y un 50% mayor que la pieza.
- Tenga en cuenta el espesor máximo de la viruta al colocar la fresa para optimizar el avance.
- Coloque la fresa descentrada para reducir al mínimo el espesor de la viruta en la salida.
- Aplique fresado hacia abajo para favorecer la formación de viruta, es decir, una viruta de gruesa a delgada.
- Programe la fresa para que realice un recorrido de rotación al entrar en el corte y reduzca el avance para suavizar la entrada.
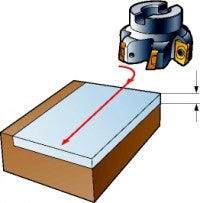
Mantenga la fresa en empañe constante.
- Aplique fresado hacia abajo para favorecer la formación de viruta, es decir, una viruta de gruesa a delgada.
- Evite entrar y salir de la pieza mediante la programación del recorrido de la herramienta.
- Evite en lo posible las entradas y salidas frecuentes en la pieza. Pueden crear tensiones perjudiciales sobre el filo, o tendencia a paradas y vibración. Se recomienda programar un recorrido de la herramienta que mantenga la fresa en contacto total, en lugar de realizar varias pasadas en paralelo. Al cambiar de dirección, incluya un pequeño recorrido radial de la herramienta para que se mantenga en movimiento y en empañe constante.
Fresado de alto avance

¿Qué es un fresado con alto avance exitoso? Al mecanizar aluminio y, a veces, fundición con plaquitas de CBN o de cerámica, es posible utilizar velocidades de corte superiores a 1000 m/min, con lo que se consigue un avance de mesa, vf, muy alto. Este tipo de mecanizado se puede denominar mecanizado de alta velocidad (HSM por sus siglas en inglés).
Al fresar materiales de viruta corta, como la fundición gris, se puede utilizar una fresa de planear con paso reducido y el avance de mesa resultante será alto. En materiales HRSA en los que la velocidad de corte suele ser baja, el paso reducido incrementa el avance de mesa.
El planeado con alto avance por diente (hasta 4 mm/diente) es posible si se utilizan fresas que tengan ángulo de posición reducido o fresas con plaquita redonda, debido al efecto de adelgazamiento de la viruta. Aunque la profundidad de corte está limitada a menos de 2 mm, el avance extremo hace que sea un método de mecanizado muy productivo. Hay conceptos de fresa específicos para fresar con avance extremadamente alto y pequeña profundidad de corte axial. Que el ángulo de posición sea pequeño es la condición previa para aplicar un avance alto, ligero y rápido.
Elección de la herramienta
Fresas de alto avance
| Máx. profundidad de corte (ap), mm | 1.2 - 2 |
| Diám. de fresa (Dc), mm | 25 - 160 |
| Material |  |
Fresas de plaquita redonda
| Máx. profundidad de corte (ap), mm | 1.3 |
| Diám. de fresa (Dc), mm | 10 - 25 |
| Material |  |
HF Media
| Máx. profundidad de corte (ap), mm | 1.3 | 10 | 7/8 | 2.8 |
| Diám. de fresa (Dc), mm | 4 - 20 | 25 - 160 | 10 - 42 / 25 - 125 | 63 - 160 |
| Material | | | |  |
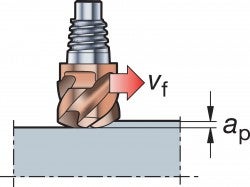
Fresas de alto avance:
- Fresas de planear con alto avance y ángulo de posición de 10° más productivas, admiten un avance por diente muy grande, fz.
- Grandes velocidades de avance a profundidades de corte pequeñas, ap.
- Herramientas de gran precisión optimizadas para mecanizar a alta velocidad en acero templado.
- Desbaste y semiacabado de contornos y configuraciones asimétricas a velocidad de avance extrema.
Nota: para fresas con plaquita redonda y de radio, el valor ap debe mantenerse muy por debajo del máximo recomendado para permitir fresar con alto avance.
Fresas de plaquita redonda:
- Mayor efecto de adelgazamiento de la viruta con corte axial reducido.
- Acción de corte suave.
- Fresas de uso universal para condiciones tenaces o ligeras.
Cómo se aplica
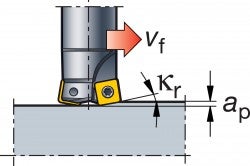
Fresas con ángulo de posición pequeño
Las fresas con ángulos de posición muy pequeños permiten conseguir un significativo aumento del avance, fz, debido al efecto de adelgazamiento de la viruta cuando el valor ap es pequeño.
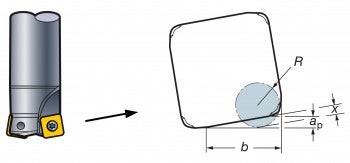
| iC | Dimensiones, mm | Material sin cortar | ||
| iC | R | b | ap | x |
| 9 | 2.5 | 7.05 | 1.2 | 0.79 |
| 14 | 3.5 | 12.0 | 2.0 | 1.48 |
El espesor máximo de la viruta se reduce drásticamente con un ángulo de posición pequeño. Esto permite utilizar velocidades de avance extremadamente altas sin sobrecargar las plaquitas.
Nota: evite mecanizar hasta el fondo en escuadras de 90°, porque se perdería el efecto positivo del bajo ángulo de aproximación, es decir, la profundidad de corte se incrementaría radicalmente.
Como es habitual, es necesario reducir y adaptar la velocidad de avance en función de las condiciones para evitar vibraciones, que pueden dañar las plaquitas.
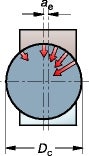
Fresas de plaquita redonda
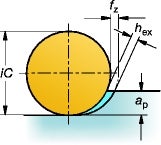
El espesor de la viruta, hex, varía con plaquitasredondas y depende de la profundidad de corte, ap. Si se utilizan técnicas de fresado con alto avance con una fresa de plaquita redonda, la profundidad de corte (máx. 10% del diámetro de la plaquita, iC) debe mantenerse baja de lo contrario se reduciría el efecto de adelgazamiento de la viruta y sería necesario reducir el avance, consulte la ilustración.
Nota: cuando se utilizan fresas con plaquita redonda, es importante reducir el avance al aproximarse a las paredes/escuadras, porque la profundidad de corte se incrementa repentinamente.
Plaquitas robustas para desbaste general
En las plaquitas redondas, la carga de las virutas y el ángulo de posición varían en función de la profundidad de corte. El mejor rendimiento se obtiene cuando la profundidad de corte es inferior al 25% x el diámetro de la plaquita, iC.
Planeado pesado
¿Qué es un planeado pesado exitoso?
Entre las aplicaciones de planeado pesado se incluye el fresado en desbaste de piezas en bruto de material laminado en caliente o forjado, fundición y estructuras soldadas en fresadoras de pórtico grandes y centros de mecanizado o fresadoras potentes. Estas aplicaciones requieren eliminar gran cantidad de material, por lo que se generan temperaturas y fuerzas de corte elevadas, que plantean requisitos específicos que ponen a prueba las plaquitas de fresado:
- Cargas pesadas sobre el filo principal en la profundidad de corte máxima.
- Desgaste del vértice producido por la cascarilla abrasiva al aproximarse la profundidad de corte a cero.
El ángulo de posición de 60 grados es óptimo para una fresa de mecanizado pesado. Este diseño ofrece:
- Buena capacidad de profundidad de corte, fuerzas de corte relativamente uniformes y efecto adelgazador de la viruta que admite una alta velocidad de avance.
- La tolerancia axial del diseño permite que la plaquita tenga una faceta paralela generosa, que genera buen acabado superficial.
Elección de la herramienta
Fresas de planeado pesado
| Ángulo de posición (κr), mm | 60° | 45° | 90° | Plaquitas redondas |
| Máx. profundidad de corte (ap), mm | 13/18 | 10 | 15.7 | 12.5 |
| Diám. de corte (Dc), mm | 160 - 500 | 80 - 250 | 40 - 200 | 66 - 200 |
| Material |  | | |  |
Fresas de mecanizado pesado de 60°
- Diseñadas para un manejo eficiente de la herramienta, lo que resulta en menor tiempo de parada de máquina y mayor seguridad y rapidez para el cambio de las plaquitas en la máquina.
- Capacidad de profundidad de corte hasta 18 mm, para buen arranque de viruta y mecanizado de superficies irregulares, onduladas.
- Alta productividad, velocidad de avance de 0.4 – 0.7 mm por diente.
- Amplia faceta paralela, buen resultado en semiacabado.
- Ángulo de plaquita robusto que resiste la abrasión de la cascarilla superficial a poca profundidad de corte.
- Fresa resistente que ofrece seguridad en operaciones de mecanizado muy exigentes.
Fresas de mecanizado medio de 45-90°
- Fresa de planear de mecanizado medio que ofrece la capacidad de mecanizado más ligera posible.
- Admite profundidades de corte de 6 – 8 mm en un intervalo de avance de 0.2 – 0.6 mm.
- Para condiciones tenaces en centros de mecanizado grandes.
- Se puede utilizar con plaquitas wiper para fresar superficies con buen acabado.
- Primera elección para fresado en escuadra y planeado medio.
Fresas de plaquitas redondas grandes
- Fresa intermedia con filos resistentes para condiciones tenaces, como el fresado de una superficie con cascarilla e interrupciones. La geometría de plaquita redonda ofrece una acción de corte uniforme.
- Es posible utilizar ocho filos en condiciones favorables.
- La profundidad de corte máxima es 10 mm. El espesor máximo recomendado de la viruta varía mucho hasta 0.55 mm por diente, en función de la geometría de plaquita y la profundidad de corte.
Cómo se aplica

En aplicaciones de mecanizado pesado se utilizan fresas con plaquitas y diámetro grandes. La velocidad de corte es normal, pero valores altos de ap y fz, combinados con un valor de ae, grande hacen que resulte muy productivo.
Entrada en el corte
Dadas las condiciones exigentes, habituales del fresado pesado, la entrada en el corte suele ser crítica.
- Si es posible, programe el recorrido de la herramienta para que realice un movimiento de rotación al entrar en el corte.
- Si no, reduzca el avance hasta que la fresa alcance el empañe completo.
Posición y tamaño de la fresa
Para el fresado pesado, donde a menudo es necesario realizar muchas pasadas para fresar una superficie grande, es importante seguir las recomendaciones en cuanto a:
- Posición y empañe de la fresa
- Tamaño de la fresa respecto a la capacidad total de la máquina-herramienta
- Recorrido de la herramienta, para evitar salidas poco beneficiosas
Preste atención a temperaturas demasiado altas
El fresado pesado exigente genera temperaturas muy elevadas. Si se utilizan mesas magnéticas para sujetar la pieza, el gran volumen de viruta que se produce suele permanecer alrededor de la fresa. Esto produce una evacuación parcial o interrumpida de la viruta y remecanizado de la misma, lo que pone en peligro la vida útil de la herramienta. Para evitarlo, mantenga la zona de trabajo libre de viruta. Evite que los vértices más vulnerables de la plaquita rocen la costra y cascarilla abrasivas incrementando la profundidad de corte para desplazar el punto de contacto de la superficie hasta el filo principal de la plaquita, que es más resistente.
Nota: al colocar las plaquitas en al fresa, utilice guantes para evitar lesiones ocasionadas por el calor.
Acabado con plaquitas wiper

Como alcanzar un buen acabado superficial en operaciones de planeado
El uso de plaquitas estándar combinadas con una o más plaquitas wiper proporciona un excelente acabado superficial. Las plaquitas wiper ofrecen su mejor rendimiento al mecanizar con avances, fn, elevados en fresas de gran diámetro, con pasos extra reducidos y facilidades de reglaje.
El avance por vuelta puede cuadruplicarse a la vez que se mantiene una buena calidad superficial. Las plaquitas wiper se pueden utilizar para fresar en la mayor parte de materiales y generar buenas calidades superficiales, incluso en condiciones desfavorables.
Elección de la herramienta
Fresas
| Ángulo de posición (Kr), mm | 45° | 45° | 65° | 90° | 25° | 90° |
| Máx. profundidad de corte (ap), mm | 6 | 10 | 6 | 10 | 0.9 | 8.1 |
| Diám. de fresa (Dc), mm | 40 - 250 | 32 - 250 | 40 - 250 | 40 - 200 | 80 - 250 | 125 - 500 |
| Acabado superficial (Ra) | < 1.0 | < 1.0 | < 1.0 | < 1.0 | < 1.0 | < 1.0 |
| Material | | | | |  | |
Las plaquitas con filos wiper están disponibles en diferentes longitudes (Bs) y, habitualmente, en versión a derecha e izquierda para cada plaquita. Las calidades están disponibles para la mayoría de materiales de trabajo. Los alojamientos de plaquita ajustables son habituales para alojamientos de plaquita específicos cuando el concepto de fresa ha sido específicamente desarrollado para operaciones de acabado u ofrecen soluciones con cartuchos.
Cómo se aplica
En una operación de acabado con una fresa de planear grande, el avance, fz, habitualmente debe mantenerse bajo. Sin embrago, al utilizar una fresa con plaquita wiper, puede incrementar el avance de 2 a 3 veces sin poner en peligro la calidad superficial.
Acabado de espejo con alto avance
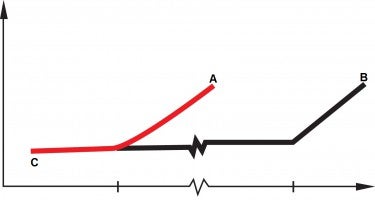
| Rugosidad superficial | ||
|
Avance fn | |
| fn1 <= 0.8 * bs1 | fn2 <= 0.6 * bs2 | |
A : Solo plaquitas estándar
B : Con una plaquita wiper
C : fn = avance/vuelta
| bs1 | bs2 | |
|
||
- Cuando fn supera el 80% de la longitud de corte de la faceta paralela, Bs, en plaquitas estándar, un filo wiper mejorará la calidad superficial.
- Al utilizar diámetros de fresa grandes con un alto número de plaquitas, la necesidad de disponer de plaquitas wiper para mantener el acabado superficial es esencial al aumentar el avance, fn, por diente
- La excentricidad axial de la fresa, que depende de la inclinación del husillo, el tamaño de la fresa, el montaje y la precisión del ajuste, influye en la ondulación de la superficie mecanizada. La faceta wiper tiene un radio grande para compensarlo y produce una superficie sin escalones. Un avance por vuelta limitado al 60% de la faceta wiper garantiza este resultado.
- Al montarse en fresas con alojamientos de plaquita fijos, la faceta wiper sobresale por debajo de las plaquitas aproximadamente 0.05 mm. En las fresas con diseño de cartucho, el filo wiper puede ajustarse con gran precisión. El saliente somete a las plaquitas wiper a cargas superiores a las de las plaquitas convencionales y esto puede producir vibración. Por ello, las plaquitas wiper se deben utilizar para mecanizado ligero con profundidad de corte moderada y en una cantidad limitada.
- La profundidad de corte debe ser ligera para limitar las fuerzas axiales y reducir el riesgo de vibración. En acabado, la profundidad de corte axial recomendada es 0.5 – 1.0 mm.
- Tenga especial cuidado al montar una plaquita wiper para asegurarse de que coloca correctamente su filo largo.
Ejemplo:
- La anchura de la faceta paralela, bs, en la plaquita es 1.5 mm.
- Hay 10 plaquitas en la fresa y el avance por diente, fz, es 0.3 mm. El avance por vuelta, fn, será 3 mm (el doble de la longitud de la faceta paralela).
- Para garantizar un buen acabado superficial, el avance por vuelta debe tener un valor máximo del 80% de 1.5 mm = 1.2 mm.
- La plaquita wiper correspondiente tendrá una faceta paralela con una anchura de aprox. 8 mm.
- Resultado: el avance por vuelta se podría incrementar a partir de 1.2 mm hasta el 60% de 8 mm = 4.8 mm.
Nota: se deben tener en cuenta otras limitaciones, como la potencia de la máquina.
Lista de comprobación y consejos de aplicación
Sugerencias para conseguir un "acabado espejo":
- Utilice una velocidad de corte grande y/o plaquitas Cermet para obtener un acabado espejo.
- Utilice refrigerante o aceite pulverizado en materiales pastosos ISO M y S.
- Las plaquitas con recubrimiento PVD con filos agudos y un valor ap de 0.5 – 0.8 mm producen el mejor acabado superficial.
- Intente utilizar la misma calidad en la plaquita wiper que la empleada para las plaquitas de corte.
