
Fresado hacia abajo vs. fresado hacia arriba
Cada vez que un filo de la fresa entra en corte, se somete a una carga de choque. Por ello, para garantizar el éxito de las operaciones de fresado, debe considerarse el contacto entre el filo y el material tanto a la entrada como a la salida del corte. En una operación de fresado, la pieza avanza con o en dirección contraria al giro de la fresa, lo que afecta al inicio y final del corte y determina si se utiliza el método de fresado hacia abajo o hacia arriba.
La regla de oro del fresado: viruta de espesa a delgada
Al fresar, debe tener siempre en cuenta cómo se forma la viruta. La posición de la herramienta es la que determina la formación de la viruta. El objetivo siempre debe ser conseguir virutas espesas a la entrada y delgadas a la salida para garantizar un proceso de fresado estable.
Recuerde la regla de oro en fresado —viruta de espesa a delgada— para garantizar el menor espesor de viruta posible al salir del corte.
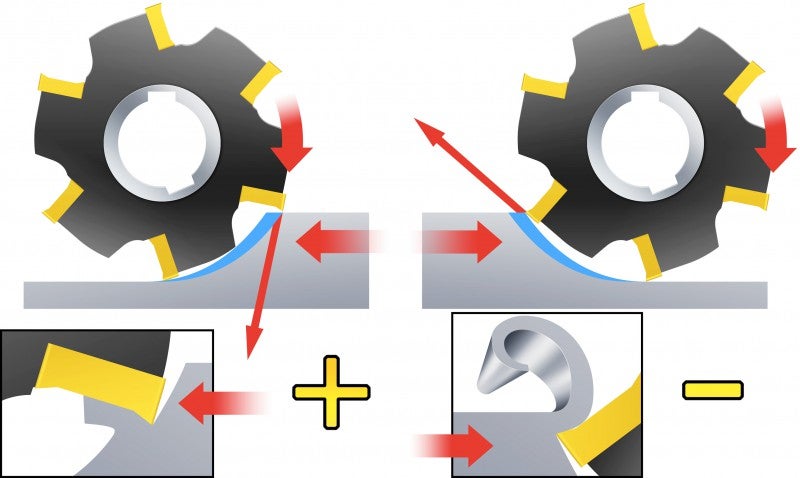
Fresado en concordancia
En fresado hacia abajo (a favor), la herramienta avanza en la dirección del giro. El fresado a favor el método preferido siempre que la máquina-herramienta, la fijación y la pieza lo permitan.
En el fresado a favor periférico, el espesor de la viruta decrecerá desde el principio del corte gradualmente hasta desaparecer al final del corte. Esto evita que el filo roce y bruña la superficie antes de empañar en el corte.

El gran espesor de la viruta es una ventaja y las fuerzas de corte tienden a empujar la pieza hacia la fresa, manteniendo el filo en el corte.
Sin embargo, dado que la fresa es empujada hacia la pieza, la máquina debe gestionar el juego del avance de mesa mediante la eliminación de holguras. Si la herramienta empujada la pieza, el avance aumenta de forma imprevista, lo que puede dar lugar a un espesor de viruta excesivo y la rotura del filo. En estos casos, plantéese utilizar fresado hacia arriba.
Fresado hacia arriba
En el fresado hacia arriba (en contraposición), el sentido de avance de la herramienta de corte es opuesto a su rotación.
El espesor de la viruta empieza en cero y aumenta al final del corte. Es necesario forzar la entrada del filo en el corte y esto crea un efecto de roce o bruñido debido a la fricción, altas temperaturas e incluso contacto con una superficie endurecida por el filo anterior. Todo esto reduce la vida útil de la herramienta.


Las virutas espesas y el incremento de la temperatura al salir del corte provocarán grandes cargas de tracción que reducirán la vida útil de la herramienta y, a menudo, provocarán un fallo prematuro de la misma. Asimimsmo, puede provocar la adherencia de las virutas al filo, el cual se las lleva hasta el principio del siguiente corte, o fisuras momentáneas en el filo.
Las fuerzas de corte tienden a separar la fresa de la pieza y las fuerzas radiales elevarán la pieza de la mesa.
El fresado hacia arriba puede resultar ventajoso al producirse grandes variaciones en las holguras de trabajo. Si se utilizan plaquitas de cerámica en aleaciones termorresistentes, se recomienda el fresado hacia arriba ya que la cerámica es sensible al impacto al entrar en la pieza.
Fijación de la pieza
El sentido de avance de la herramienta impone distintas exigencias a la fijación de la pieza. Durante el fresado hacia arriba, debe resistir fuerzas de elevación. Durante el fresado hacia abajo, debe resistir fuerzas de empuje.
