
Fresado en escuadra
Las operaciones de fresado en escuadra incluyen:
- Fresado en escuadra/planeado
- Fresado periférico, recanteado
- Fresado en escuadra de paredes delgadas con flexión
Fresado en escuadra/planeado

¿Qué es el fresado en escuadra/planeado?
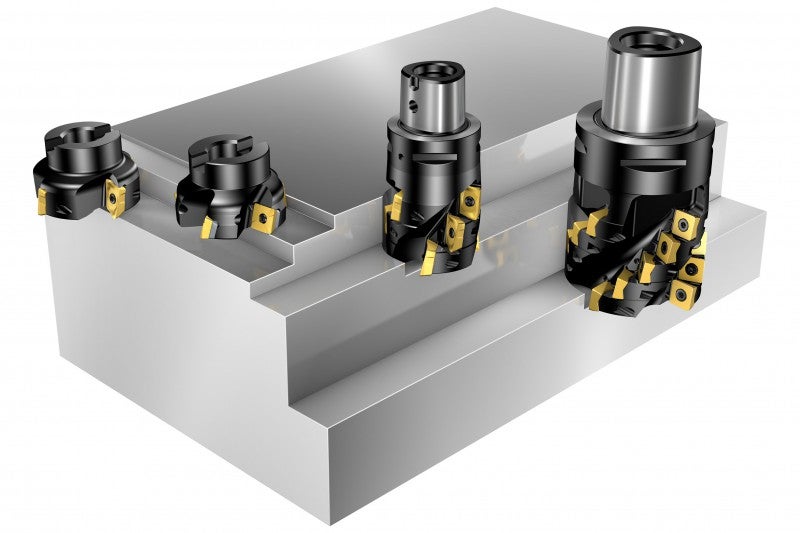
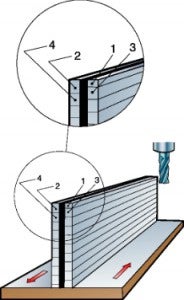
Durante el fresado en escuadra se generan dos superficies al mismo tiempo, operación que requiere combinar fresado periférico y planeado. Conseguir una escuadra de noventa grados efectivos es uno de los requisitos más importantes. Es posible realizar fresado en escuadra con fresas para escuadrar tradicionales y también con fresas de ranurar, fresas de filo largo y fresas de disco. Con todas estas alternativas, resulta esencial un estudio minucioso de los requisitos de la operación para que la elección sea la más acertada.
Elección de la herramienta
Fresas para escuadrar
Las fresas de planear y escuadrar de diseño convencional suelen tener capacidad de fresar escuadras superficiales de 90 grados efectivos. Muchas fresas de planear y escuadrar son fresas universales y se pueden utilizar también para hacer agujeros. Suponen una buena alternativa a las fresas de planear para superficies con flexión axial o para fresar cerca de paredes verticales.
Fresas de ranurar
Las fresas de ranurar de plaquita intercambiable y de metal duro son una buena solución para escuadras que requieran accesibilidad.
Fresas de filo largo
Las fresas de filo largo se suelen utilizar para fresar escuadras más profundas.
Cómo se aplica
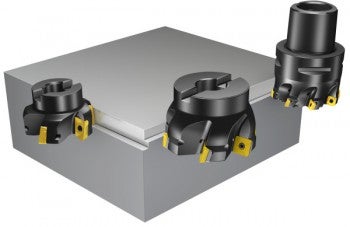
Fresado de escuadras superficiales
Esta operación se utiliza con frecuencia y suele realizarse con fresas de planear y escuadrar, y fresas de ranurar. Al ser superficial, permite un mayor mecanizado radial. Es frecuente que estas fresas sustituyan a las fresas de planear, en concreto cuando la presión axial sobre la pieza está limitada y cuando tiene que haber accesibilidad junto a caras verticales o secciones de la fijación. Las opciones sobredimensionadas de fresas de escuadrar ofrecen una buena accesibilidad al fresar escuadras superficiales en lugares profundos.
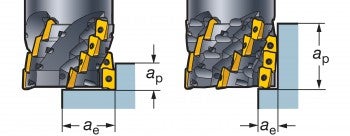
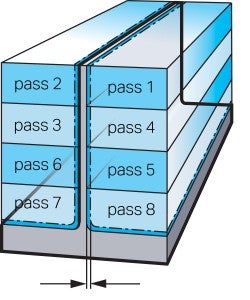
Fresado de escuadras profundas
Utilice varias pasadas con fresas de planear y escuadrar, y fresa de ranurar. Para minimizar los errores superficiales, como irregularidades y bordes de transición entre las pasadas, es imprescindible utilizar una fresa de gran precisión capaz de producir escuadras de 90º efectivos. Si la profundidad de la escuadra es inferior al 75% de la longitud del filo, la calidad de la superficie vertical no suele necesitar acabado adicional.
Utilice una sola pasada con una fresa de filo largo
La fresa de filo largo es una buena solución para aplicaciones de fresado en escuadra más profundas, más grandes y, normalmente, más pesadas. Tienen una gran capacidad de arranque de metal y suelen utilizarse para fresar en desbaste, ya que la textura superficial resultante se obtiene por fresado lateral con alto avance.
Estas fresas plantean exigencias de:
- Estabilidad
- Condición del husillo
- Evacuación de la viruta
- Sujeción de la herramienta
- Potencia
Las fuerzas radiales son considerables y hacen que ésta sea una aplicación de fresado lateral muy exigente.
Las fresas de filo largo más pequeñas son adecuadas para:
- Escuadras de radio grande pero superficiales.
- Ranuras con una profundidad equivalente al diámetro, capaz de compensar limitaciones de la máquina.
Las versiones más largas están previstas para:
- Fresado de escuadras con profundidad radial moderada.
- Recanteado en máquinas potentes y estables.
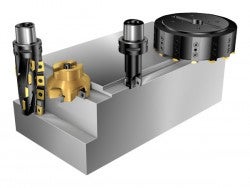
Fresado de escuadras profundas

Las opciones sobredimensionadas de fresas de escuadrar ofrecen una buena accesibilidad al fresar escuadras superficiales en lugares profundos. Para las escuadras que están ubicadas a profundidades aún mayores, utilice extensiones con acoplamiento Coromant Capto. También hay disponibles fresas de filo largo en versión sobredimensionada para utilizarlas en escuadras más profundas. Sin embargo, la profundidad de corte radial está más limitada.
Lista de comprobación y consejos de aplicación
- El fresado a favor siempre es la primera elección y es especialmente importante para fresar en escuadra debido al ángulo de posición de 90°.
- El mecanizado debe realizarse de tal manera que las fuerzas de corte se dirijan hacia los puntos de apoyo de la fijación siempre que sea posible. El fresado en contra puede, no obstante, representar una buena alternativa en algunos casos.
- La selección del paso de fresa depende de la estabilidad de todo el sistema, incluyendo: la máquina-herramienta, la pieza y su sujeción, y también el material de la pieza.
- En máquinas ISO 40 y máquinas más pequeñas, se recomienda utilizar fresas de paso grande por la limitación de estabilidad.
- Las fresas de paso grande también están recomendadas para mecanizar piezas montadas en alto sobre una fijación en cubo.
- La posición de la fresa en la pieza es extremadamente importante y deber dedicársele especial atención.
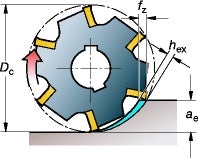
- Si Dc/ae >10, el avance, fz, se debe ajustar según el valor de hex para conseguir un buen resultado y evitar la rotura del filo.
- Si la profundidad de la escuadra es inferior al 75% de la longitud del filo, la calidad de la superficie vertical no suele necesitar acabado adicional.
- Elija una plaquita de metal duro de calidad más tenaz que para planear.
- Si se utilizan fresas de filo largo, las condiciones son exigentes y, por tanto, es posible que se requiera una calidad aún más tenaz.
- Cuanto más profundo sea el mecanizado, más importante resulta elegir una velocidad de corte baja que permita evitar la vibración.
- Si hay vibración, reduzca el valor de vc y aumente fz y verifique el valor recomendado de hex.
- Compruebe que la máquina tiene potencia suficiente para los datos de corte seleccionados.
Sujeción de la herramienta
- Preste atención a los requisitos de potencia cuando realice cortes prolongados, especialmente con fresas de filo largo.
- El montaje de la herramienta es el factor que más influye sobre el resultado del fresado para fresas de menos de 50 mm.
- Cuanto mayor sea la profundidad de corte, más importante es el tamaño y la estabilidad del acoplamiento: las fuerzas radiales alcanzan valores considerables si se utilizan fresas de planear y escuadrar, especialmente fresas de filo largo.
- Los acoplamientos Coromant Capto ofrecen una buena estabilidad y la menor desviación en todos los tipos de fresa, lo que es especialmente importante con herramientas largas o con extensiones.
Entrada radial
- Es esencial que las entradas en el corte sean uniformes para evitar vibraciones y prolongar la vida útil de la herramienta, especialmente en fresado de escuadras.
- Programe la fresa para que realice un recorrido de rotación al entrar en el corte; siempre se reduce a cero el espesor de la viruta en la salida: de esta forma se garantiza un avance elevado y una vida útil de la herramienta más prolongada.
- Este método es más adecuado para aplicaciones en las que se fresa alrededor de esquinas exteriores, ya que evita cambios bruscos en el mecanizado.
- Mantenga la fresa en empañe continuo.
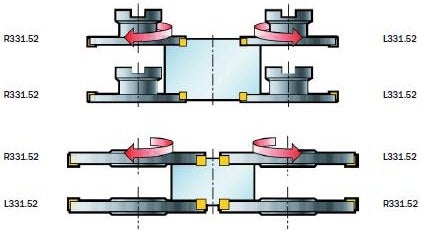
Fresado de escuadras con fresas de disco
Las fresas de disco se emplean para fresar escuadras, especialmente, si la configuración es estrecha pero radialmente amplia. Estas fresas suelen ser la única solución posible para planeado inverso de superficies o escuadras ocultas.
| A derecha | A izquierda |
 |
Fresado periférico, recanteado

¿Qué es un recanteado, fresado periférico, exitoso?
El mecanizado de un canto es, en la práctica, una operación de fresado lateral aplicado en pasadas de herramienta de contorneado. El fresado lateral y el recanteado son opciones del fresado periférico.
Elección de la herramienta

- Los bordes delgados suelen mecanizarse con fresas de ranurar, mientras que los bordes más profundos o gruesos se suelen generar con fresas de ranurar repitiendo pasadas de "fresado en escuadra" o con fresas de filo largo en una sola pasada.
- Las escuadras de dos veces el diámetro de profundidad se mecanizan eficazmente con fresas de filo largo o con fresas de metal duro. Para estas escuadras tan profundas, o para bordes de pieza gruesos, se recomienda utilizar una profundidad de corte radial de 0.5 veces el diámetro.
- También se pueden utilizar fresas de disco para recanteado o para fresado periférico.
- Una hélice amplia garantiza un número suficiente de dientes en el corte y una acción de corte uniforme para recanteado con poca profundidad de corte radial.
- Las fresas de paso normal o reducido son especialmente adecuadas para recantear. Esto también es cierto cuando se fresan cantos delgados o escuadras en salientes delgados con fresas de ranurar de 90º.
Cómo se aplica
Textura superficial: generada radialmente
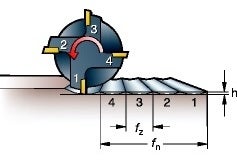
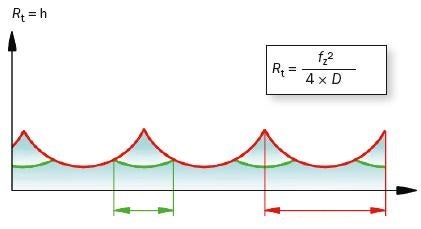
Si la fresa no presenta desviación, la altura de la cúspide, h,
tendrá la misma altura y se puede calcular con la fórmula siguiente:
Profundidad del perfil/altura de la arista
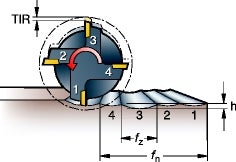
Si la fresa presenta desviación, el avance por diente, fz,
y con él la altura de la cúspide, h, variarán en función del valor de TIR.
 | |
| fz | fz desviación |
Como se ha indicado, la textura superficial y tendencia a ascender pueden limitar la velocidad de avance, especialmente cuando la profundidad de corte radial es pequeña.
Cuando se utiliza el lateral de una fresa de ranurar para fresar un perfil, se generan una serie de "cúspides". La altura de la cúspide, - h, viene determinada por:
- Diámetro de la fresa, Dc
- Avance por diente, fz
- Lectura de la desviación, TIR, en el indicador de la herramienta.
Las fresas con plaquita intercambiable siempre presentarán un valor de TIR más alto que las fresas enterizas de metal duro. Además, cuanto mayor sea el diámetro de la fresa, mayor será el número de dientes y mayor será la distancia entre la cresta y la base de la cúspide.
Para conseguir el mejor acabado superficial:
- Utilice una fresa de metal duro enteriza
- Use un portapinzas hidráulico de gran precisión con acoplamiento Coromant Capto
- Use el voladizo más corto posible
Recomendación de avance (ignorar hex):
- Fresas de plaquita intercambiable, valor inicial fz = 0.15 mm/diente
- Fresas de metal duro, valor inicial fz = 0.10 mm/diente
Nota: la peor calidad superficial se consigue si la superficie se genera con un solo filo, debido a la desviación incorrecta de la fresa.
Lista de comprobación y consejos de aplicación
- Un factor crítico en fresado periférico es conseguir un avance por diente, fz, que sea adecuado.
- El valor del avance, fz, tiene que compensar el empañe de la fresa, que influye sobre el espesor de la viruta.
- El avance por diente, fz, se debe multiplicar por el factor de modificación. Esto genera un mayor avance con menor arco de empañe y, al mismo tiempo, garantiza que el espesor de la viruta sea suficiente. Por otro lado, no siempre es posible aplicar completamente el factor de modificación: la textura superficial y tendencia a salirse del corte pueden limitar la velocidad de avance
Fresado en escuadra de paredes delgadas con flexión

Para fresar en escuadra:
- Relación pequeña entre altura y espesor < 15:1
- Relación moderada entre altura y espesor < 30:1
- Relación muy grande entre altura y espesor > 30:1
- Base de pared delgada

Consideraciones:
- Las estrategias de mecanizado para las secciones de pared delgada variarán en función de la altura y el espesor de la pared.
- El número de pasadas vendrá determinado en todos los casos por las dimensiones de la pared y por la profundidad de corte axial.
- Se debe tener en cuenta la estabilidad tanto de la fresa como de la pared.
- El uso de técnicas de alta velocidad, es decir, valores pequeños de ap/ae y altos de vc, facilitan el fresado de paredes delgadas, ya que reducen el tiempo de empañe de la herramienta y, con él, el impulso y la desviación.
- Se recomienda fresado en concordancia.
- Se utilizan los mismos métodos para fresar aluminio y titanio.
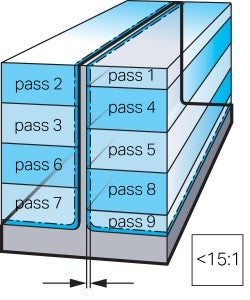
Relación pequeña entre altura y espesor < 15:1:
Las pasadas deben seguir un recorrido en zigzag.
Fresado de "pared delgada":
- Mecanice un lado de la pared con pasadas no superpuestas.
- Repita en el lado opuesto.
- Deje holgura en ambos lados para el acabado posterior.
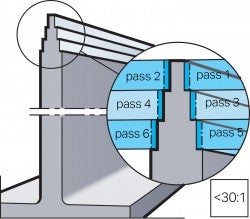
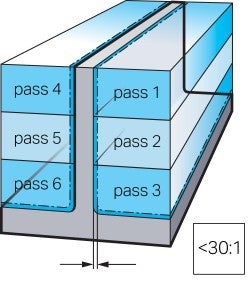
Relación moderada entre altura y espesor < 30:1
Fresado por "niveles":
- Vaya alternando los lados y mecanice a profundidades dadas, con pasadas no superpuestas.
Fresado escalonado con apoyo:
- Una aproximación similar, pero con solapamiento entre pasadas en las caras opuestas de la pared: de esta forma se consigue mejor apoyo en el punto que se está mecanizando. La primera pasada se debe realizar a profundidad de corte reducida, ap/2
- En cualquiera de los casos, a ambos lados debe dejarse un margen de tolerancia para el acabado posterior de 0.2 – 1.0 mm.
Relación muy grande entre altura y espesor > 30:1
Además de ir alternando los lados de la pared durante el mecanizado, se debe generar el espesor de pared deseado por fases, mediante una rutina de "árbol de navidad".
- La sección más delgada siempre se apoya en las secciones más gruesas que están debajo a medida que se mecaniza.
- Desplace la pared hacia abajo siguiendo los pasos.
Paredes finas
Tolerancia de acabado
Por niveles
Tolerancia de acabado
Paredes finas
Tolerancia de acabado
Fresado en escuadra de una base de pared delgada
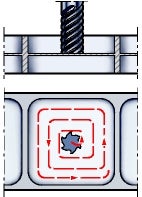
Mecanizado de bases finas:
- Aplique mecanizado en rampa en el centro de la base hasta alcanzar la profundidad requerida.
- Frese hacia afuera en un recorrido de mecanizado en rampa circular a partir de ese punto.
Si esto implica el fresado de una superficie cuya cara opuesta ya ha sido mecanizada:
- Utilice una herramienta con el menor número de filos posible.
- Aplique la menor presión de contacto que sea posible en este lado.
Si la pieza tiene un agujero en el centro de la base:
- Deje un segmento de apoyo cuando mecanice la primera cara.
- Mecanice la segunda cara.
- Elimine el segmento de apoyo cuando haya completado las dos caras.
