Die sorgfältige Betrachtung der Wendeschneidplatte/Schneidkante nach einer Gewindedrehbearbeitung gibt Aufschluss darüber, wie die bestmögliche Standzeit, Schnittgeschwindigkeit und Gewindequalität erreicht werden kann. Die nachfolgende Auflistung unterschiedlicher Verschleißformen, deren Ursachen und mögliche Abhilfen dient als Referenz für eine erfolgreiche Gewindebearbeitung.
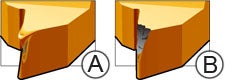
Plastische Deformation
Beginnt als plastische Deformation (A), resultierend in Schneidkantenabsplitterungen (B).
Zu hohe Temperatur im Schnittbereich
Unzureichende Kühlschmierstoffzufuhr
Falsche Sorte
a) Schnittgeschwindigkeit verringern, Anzahl der Zustellungen erhöhen b) Größte Zustelltiefe reduzieren, Durchmesser vor der Gewindebearbeitung überprüfen
Kühlschmierstoffzufuhr verbessern
Sorte mit höherem Widerstand gegen plastische Deformation wählen
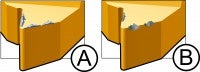
Aufbauschneidenbildung
Aufbauschneidenbildung (A) und Schneidenausbrüche (B) treten häufig in Kombination auf. Wird die wachsende Aufbauschneide zusammen mit kleinen Mengen an Substratmaterial aus der Wendeschneidplatte gerissen, führt dies zu Schneidenausbrüchen.
Tritt häufig bei rostfreien Werkstoffen und Stählen mit niedrigem Kohlenstoffgehalt auf
Ungeeignete Sorte oder Temperatur der Schneidkante zu niedrig
Schnittgeschwindigkeit steigern
Wendeschneidplatte mit hoher Zähigkeit und vorzugsweise PVD-Beschichtung wählen
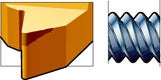
Wendeschneidplattenbruch
Falsch gedrehter Durchmesser vor der Gewindeherstellung
Zustellung zu aggressiv
Falsche Hartmetallsorte
Schlechte Spankontrolle
Falsche Mittenhöhe
Vor dem Gewindeschneiden auf korrekten Durchmesser drehen (0.03–0.07 mm (0.001–0.003 Zoll)) radial größer als max. Durchmesser für das Gewinde
Anzahl der Zustellungen erhöhen Größte Zustelltiefe reduzieren
Zähere Sorte wählen
Auf C-Geometrie wechseln und modifizierte Flankenzustellung verwenden
Mittenhöhe korrigieren
Schneller Freiflächenverschleiß
Hochabrasiver Werkstoff
Schnittgeschwindigkeit zu hoch
Zustelltiefe pro Durchgang zu gering
Wendeschneidplatte steht über Werkstückachse
Falsche Sorte. Verschleißfestere Sorte wählen
Schnittgeschwindigkeit verringern
Anzahl der Zustellungen reduzieren
Mittenhöhe korrigieren
Ungleichmäßiger Freiflächenverschleiß
Schlechte Oberflächengüte an einer Gewindeflanke
Falsche Methode bei der Flankenzustellung
Neigungswinkel der Wendeschneidplatte im Halter entspricht nicht dem Steigungswinkel des Gewindes
Flankenzustellungsmethode für F- und A-Geometrie ändern: 3-5° kleiner als Flankenwinkel: Bei C-Geometrie: 1° kleiner als Flankenwinkel
Andere Zwischenlage wählen, um korrekten Neigungswinkel zu erhalten
Vibrationen
Falsche Werkstückspannung
Falsche Werkzeugeinstellung/-aufspannung
Falsche Schnittdaten
Falsche Mittenhöhe
a) Weiche Spannbacken verwenden b) Bei Einsatz mit Reitstock, Zentrierbohrung des Bauteils optimieren und Druck des Reitstocks/Stirnmitnehmers überprüfen
a) Werkzeugüberhang minimieren b) Prüfen, ob die Spannaufnahme für die Bohrstangen nicht verschlissen ist c) Schwingungsgedämpfte Bohrstangen beim Gewindedrehen verwenden
Schnittgeschwindigkeit erhöhen; falls das keine Wirkung zeigt, Schnittgeschwindigkeit deutlich verringern und F-Geometrie versuchen