
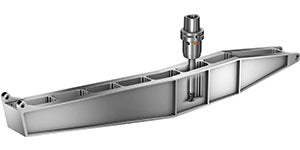
Lösungen für die kosteneffektive und hoch qualitative Bearbeitung von Fahrwerksträgern für die Luftfahrt
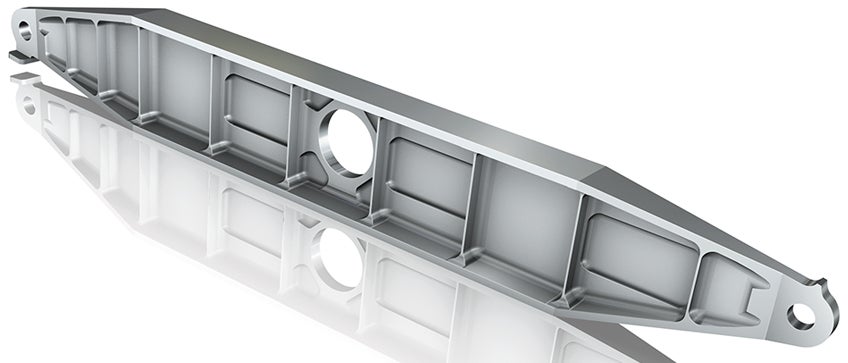
Im Flugzeugrumpf sind viele Strukturbauteile aus Titan verbaut. Der Hauptfahrwerksträger ist ein Beispiel eines Bauteils mit dünnen Stegen und Böden. Die Bearbeitung von Strukturkomponenten aus der Luftfahrt beinhaltet häufig anspruchsvolle Bedingungen, wie dünne Böden und Wände, tiefe Taschen und enge Ecken. Wir unterstützen Sie dabei, diese Herausforderungen mit einsatzspezifischen Werkzeugen und Methoden zu bewältigen.
Häufige Herausforderungen bei der Bearbeitung von Strukturbauteilen:
- Schlechte Produktivität
- Vibrationen
- Werkzeug- und Bauteilablenkung
- Kurze Standzeit
- Spanstau
- Zeitaufwendiger Prozess
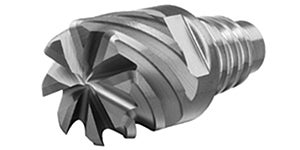
CoroMill® MH20 – High-Feed-Taschenfräsen
Die Bearbeitung tiefer Taschen, insbesondere von engen tiefen Taschen, erfordert lange Auskragungen. Diese Bedingung stellt eine Herausforderung dar und es besteht ein hohes Vibrationsrisiko. CoroMill® MH20 ist optimiert für Taschenanwendungen in ISO S-, M- und P-Werkstoffen und gewährleistet eine sichere und vibrationsfreie Bearbeitung mit großer Kraglänge.
Mehr Informationen zu CoroMill® MH20
CoroMill® Plura HFS - Stabile High-Feed-Sidemilling Strategie
Anspruchsvolle Bearbeitungsstrategien mit großem Werkzeugeingriff begünstigen die Wärmeentwicklung und verursachen übermäßig hohe Schnittkräfte, die das Werkzeug stark beanspruchen. Eine Strategie mit höherer Stabilität ist das Programmieren einer großen Schnitttiefe (ap) und niedrigen Schnittbreite (ae) in Verbindung mit kontrollierter maximaler Spandicke zur Überwachung der Schnittkräfte. Dies ermöglicht die Bearbeitung mit erhöhter Schnittgeschwindigkeit und gesteigerten Vorschüben, um ein hohes Zeitspanvolumen zu erzielen.
Mehr Informationen zu CoroMill® Plura HFS ISO S

CoroMill® 316 – Bearbeitung dünner Böden
Sandvik Coromant hat eine anwendungsspezifische Bearbeitungsstrategie entwickelt, um den Herausforderungen bei der Zerspanung von Bodenplatten zu begegnen:
- Morph-Spiral-Bearbeitungsstrategie zur Maximierung der Stabilität im Bauteil, um die Abdrängung der Bodenplatten durch Schnittkräfte während der Bearbeitung zu verringern
- Optimiertes Aufmaß für verbesserte Schlichtbearbeitung mit minimierten Schnittkräften
- Bearbeitung der Ecken mit einer Schälfräsmethode
- Optimiertes ap/ae -Verhältnis zur Minimierung der Schnittkräfte und Bauteilabdrängung
Optimierte Sorten zum Fräsen von Titan
S30T und S40T sind für CoroMill® Plan-, Eck-, Walzenstirn-, Tauch-, High-Feed-, Form- und Nutenfräser lieferbar. Gemeinsam bieten diese Schneidstoffe ein neues Maß an zuverlässiger und beständig hoher Leistung.
Wendeschneidplatten und Sorten zum Fräsen von Titan und HRSA

Sorte S30T für hohe Schnittgeschwindigkeiten und lange Standzeit
Bei der Entwicklung von S30T stand die produktive Fräsbearbeitung von Titan im Fokus. Dieser Schneidstoff verbindet die Eigenschaften eines feinkörnigen Hartmetalls mit einer verschleißfesten PVD-Beschichtung. Daraus ergeben sich scharfe Schneidkanten von hoher Sicherheit, die auch Mikro-Abplatzungen widerstehen. Das Ergebnis sind gesteigerte Schnittgeschwindigkeiten bei höherer Standzeit.

Sorte S40T für schwierigste Bedingungen
S40T ist speziell für schwierigste Bedingungen beim Fräsen von Titan ausgelegt. Diese Sorte verbindet hochzähes Hartmetall und eine dünne CVD-Beschichtung. Das Ergebnis: ein Schneidstoff mit höchstem Widerstand gegen Vibrationen und für schwierigste Bearbeitungsbedingungen bei vorhersehbarem Verschleiß- und Standzeitverhalten. Die Schneidkante verliert allmählich ihre Schärfe, ohne direkt abzubrechen.
S30T und S40T – Produktivität und Prozesssicherheit beim Fräsen von Titan

CoroMill® Plura – Zum Schlichten von 2D-Taschen und zum Eckfräsen - Schälfräsen
Der einsatzbezogene Vollhartmetall-Schaftfräser ist die perfekte Wahl zum Schlichten von 2D-Taschen. Diese für Titan entwickelten Schaftfräser erlauben die vibrationsfreie Bearbeitung tiefer Taschen bei hoher Zerspanungsleistung.
Weitere Vorteile sind die hohe Präzision und lange Standzeit bei hohen Schnittdaten.
Schälfräsen mit CoroMill® Plura ist die ideale Methode zur Bearbeitung von Ecken in Bauteilen aus Titan. Der Werkstoff wird in mehreren Durchgängen sukzessiv entfernt, wodurch die radialen Eingriffe/Eingriffswinkel und die Schnittkräfte konstant gering gehalten werden.

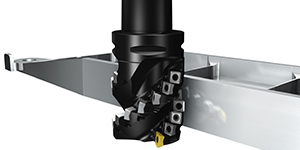
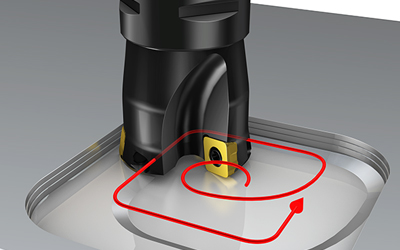
CoroMill® 300 - Planfräsen (Schruppen)
Einkopieren, um den Radius im Uhrzeigersinn zu programmieren (gegen den Uhrzeigersinn löst nicht das Problem der großen Spandicke). Beim Einkopieren ist die Spandicke beim Austritt stets Null. Dadurch sind höhere Vorschübe und längere Standzeiten möglich. Ein Fräser mit runden Wendeschneidplatten bietet die beste Produktivität und Standzeit aufgrund des Einstellwinkels und der Spandickenreduzierung. Mit innerer Kühlschmierstoffzufuhr und enger Teilung als Option ist CoroMill® 300 mit S30T und S40T für die Bearbeitung von Titan optimiert. Jetzt verfügbar in Wendeschneidplattengrößen bis 20 mm (metrisch) bzw. 1.0’’ (Zoll).

CoroMill® 690 - Fräsen von 2D-Profilen
Für diese Anwendung bieten wir eine Komplettlösung zum Schruppen bis Schlichten an. Die beste Wahl zum Schruppen ist CoroMill® 690 mit den speziell für Titan ausgelegten Sorten S30T und S40T. Die axiale Position der Wendeschneidplatten im Plattensitz verhindert Plattenbewegungen und sorgt für höchste Abtragsraten bei hoher Prozesssicherheit. Weitere Vorteile dieses Konzeptes sind seine optimalen Leichtschnitteigenschaften und ein minimaler Leistungsverbrauch. Jede Kühlschmierstoffbohrung hat ein Gewinde und erlaubt die Zufuhr von Hochdruck-Kühlschmierstoff, auch bei Düsen mit kleinen Durchmessern.
Schruppen von 2D-Taschen - Lösung 1
Zum Schruppen von 2D-Taschen empfiehlt sich spiralförmiges Schrägeintauchen (Spiralinterpolation) mit geringen Schnitttiefen und Vorschüben bis 1.0 mm Vorschub pro Zahn mit dem High-Feed-Fräser CoroMill® 210 oder CoroMill® MH20. Diese Fräskonzepte sind für leichte Schneidwirkung und hohe Schnittdaten ausgelegt. Sie liefern exzellente Abtragsraten und lassen sich für alle Maschinenmodelle und Konfigurationen verwenden.
Die Vorteile beim spiralförmigen Schrägeintauchen sind die geringere Anzahl benötigter Werkzeuge (keine Bohrer erforderlich), die für die Bearbeitung unterschiedlicher Größen eingesetzt werden können. Alternative Werkzeuge mit der gleichen Programmiermethode sind Fräser mit runden Wendeschneidplatten wie CoroMill® 300 und CoroMill® 200.
Mehr Informationen zu CoroMill® MH20
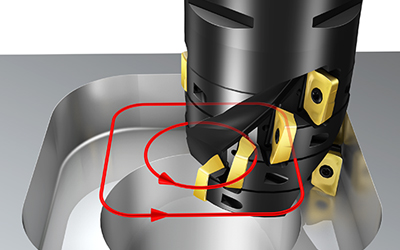
Schruppen von 2D-Taschen - Lösung 2
Für ausgezeichnete Zerspanungsleistung beim Öffnen einer 2D-Tasche bietet sich die Morph-Spiral-Strategie mit dem CoroMill® 390 Walzenstirnfräser mit 11 mm Wendeschneidplatten und der für Titan entwickelten Sorte S30T an. Bei der Taschenbearbeitung ist der Eingriffsbogen klein zu halten. Zunächst eine große Eintrittsbohrung erstellen (entweder durch Bohren oder spiralförmiges Schrägeintauchen), Einrollen in den Schnitt, dann mit großen Eckenradien programmieren, um Vibrationen in Ecken zu vermeiden.
Hochdruck-Kühlschmierstoff
Die Empfehlung ist denkbar einfach: bei Titan stets Kühlschmierstoff in großen Mengen und, falls möglich, mit hohem Druck einsetzen. Mit Hochdruck-Kühlschmierstoff wird die Standzeit im Vergleich zu normalem Kühlschmierstoffdruck verdoppelt. Dadurch wird ein Nachschneiden von Spänen und eine Werkzeugbeschädigung durch das Wegblasen der aufgeschweißten Späne verhindert.
Empfehlungen:
- Einsatz von Kühlschmierstoff durch Spindel und Werkzeug
- Kühlschmierstoffmenge und -druck sollte je nach Anzahl der Kühlschmierstoffbohrungen und Durchmesser des Kühlschmierstoffaustritts sowie Ihrer Bearbeitung sorgfältig abgestimmt werden
- Düsen sollten für maximalen Druck möglichst klein sein
- Empfohlener Druck: 70 bar oder höher
- Empfohlene Menge: 50 Liter/Minute
CoroChuck™ 930
Mit der besten Sicherheit gegen Werkzeugauszug auf dem Markt, bietet dieses Spannfutter, dank bester Spannkraft, exzellente Stabilität und Zugänglichkeit bei allen Fräs- und Bohranwendungen. Eine Lösung, die nicht nur die Prozesssicherheit und Präzision auf ein neues Niveau hebt, sondern auch die Produktionseffizienz dank schneller und einfacher Werkzeugwechsel erhöht. Für 100%igen Schutz gegen Werkzeugauszug ist eine Spannzange mit mechanischer Verriegelung für Weldonschäfte erhältlich.

