
วิธีเลือกประเภทดอกต๊าปที่เหมาะสม

มีปัจจัยหลายอย่างที่จะต้องพิจารณาเมื่อทำการเลือกประเภทดอกต๊าปที่เหมาะสม โปรดปฏิบัติตามขั้นตอนต่อไปนี้เพื่อหาประเภทดอกต๊าปที่เหมาะกับการใช้งานของคุณที่สุด
ประเภทเครื่องมือต๊าปแบบต่างๆ
เครื่องมือต๊าปที่คุณควรเลือกใช้จะแปรผันตามประเภทของรูที่คุณต้องการทำเกลียว
ชนิดรูปทรงเกลียวและวัสดุ (รูปแบบการใช้งานตาม ISO)
ค้นหาชนิดรูปทรงเกลียวที่เหมาะสมรวมถึงวัสดุที่จะทำเกลียว
ชนิดการลบมุมของการทำเกลียว
ประเภทของรูต๊าปจะเป็นตัวกำหนดว่าควรใช้ชนิดการลบมุมแบบใด
ประเภทเครื่องมือต๊าปแบบต่างๆ
เครื่องมือต๊าปแบ่งออกเป็น 4 ประเภทดังนี้: ดอกต๊าปร่องตรง ดอกต๊าปปลายร่องเฉียง ดอกต๊าปร่องเกลียว และดอกต๊าปรีดเกลียว โดยประเภทที่คุณควรเลือกใช้จะแปรผันตามประเภทของรูที่คุณต้องการทำเกลียว (รูตันหรือรูเจาะทะลุ) รวมถึงวัสดุชิ้นงาน

ดอกต๊าปร่องตรง

ดอกต๊าปปลายร่องเฉียง

ดอกต๊าปร่องเกลียว

ดอกต๊าปรีดเกลียว
การตัดเกลียว
ดอกต๊าปกัดเกลียวจะตัดวัสดุและทำให้เกิดเศษ
ดอกต๊าปรีดเกลียว
ข้อดีเมื่อเปรียบเทียบกับดอกต๊าปกัดเกลียว:
- ขึ้นรูปได้เร็วกว่าการตัดเกลียวทั่วไป
- ทำเกลียวลึกถึง 3.5 × D ได้โดยไร้ปัญหาในการกำจัดเศษ
- ดอกต๊าปรีดเกลียวมีอายุการใช้งานที่ยาวนานกว่า
- เครื่องมือประเภทเดียวสามารถใช้กับวัสดุได้หลากหลายแบบและใช้ได้กับทั้งรูเจาะทะลุและรูตัน
- ดอกต๊าปรีดเกลียวมาพร้อมดีไซน์ที่คงทน ช่วยลดความเสี่ยงที่จะเกิดการแตกหัก
- รับประกันพิกัดความเผื่อเกลียวที่เหมาะสม
- ไม่มีเศษ
- เกลียวแข็งแรงขึ้นสูงถึง 100% (ความต้านทานการปอกสูงขึ้น)
- ความหยาบผิวที่เกลียวต่ำ
สภาพเบื้องต้นเพื่อการใช้งานอย่างมีประสิทธิภาพ:
- ไม่เหมาะสำหรับวัสดุบางชนิด เนื่องจากวัสดุจำเป็นต้องมีระดับความเหนียวตามที่กำหนด
- ค่าความต้านทานแรงดึงที่แนะนำไม่ควรเกิน 1200 นิวตัน/มม.
- ต้องมีขนาดเส้นผ่านศูนย์กลางรูเจาะที่แม่นยำ
- จำเป็นต้องมีการหล่อลื่นอย่างเหมาะสม
ชนิดรูปทรงเกลียวและวัสดุ (รูปแบบการใช้งานตาม ISO)
เครื่องมือต๊าปมาพร้อมรูปแบบเกลียวให้เลือกใช้งานมากมาย คุณจึงจำเป็นต้องรู้ก่อนว่าชนิดรูปทรงเกลียวที่คุณต้องการทำเกลียวนั้นเป็นแบบใด อ่านข้อมูลเพิ่มเติมเกี่ยวกับรูปทรงเกลียวแบบต่างๆ และศึกษาว่าควรใช้รูปทรงเกลียวใดกับงานใด
ตารางด้านล่างจะแสดงรูปแบบเกลียวที่สามารถใช้กับเครื่องมือต๊าปที่ออกแบบมาเพื่อตอบโจทย์ด้านวัสดุและด้านความเอนกประสงค์
| M, MF, UNC, UNF | M, MF, UNC, UNF, G, NPT, NPTF | M, MF, UNC, UNF, G | M, MF, UNC, UNF | M | M, MF, UNC, UNF, G, NPT, NPTF, EGM |
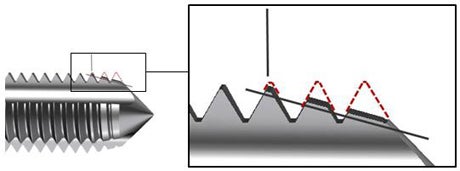
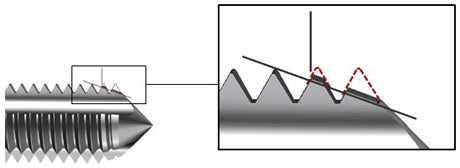
ชนิดการลบมุมของการทำเกลียว
การลบมุมดอกต๊าปคือการทำให้เกลียวที่กระจายแรงตัดไปยังฟันตัดเรียวเล็ก โดยปกติแล้ว ประเภทของรูที่จะต๊าปจะเป็นตัวกำหนดว่าควรใช้ชนิดการลบมุมแบบใด ซึ่งชนิดการลบมุมที่นิยมใช้จะมีอยู่ 3 ชนิดคือ B, C และ E
ชนิดการลบมุม B=3.5 – 5 x เกลียว
การลบมุมยาว:
- แรงบิดสูง
- คุณภาพผิวเป็นเลิศ
- เศษบาง
- แรงดันต่ำในจุดที่มีการลบมุม
- อายุการใช้งานเครื่องมือยาวนานขึ้น
- ใช้ได้กับดอกต๊าปปลายร่องเฉียง

ชนิดการลบมุม C=2 –3.5 x เกลียว
การลบมุมกลาง:
- แรงบิดต่ำ
- คุณภาพผิวงานดี
- เศษหนาปกติ
- แรงดันปกติในจุดที่มีการลบมุม
- อายุการใช้งานเครื่องมือปกติ
- รูปแบบที่นิยมใช้มากที่สุด
- การลบมุมมาตรฐานสำหรับรูตัน
- ใช้ได้กับดอกต๊าปร่องเกลียว
ชนิดการลบมุม E=1.5 – 2 x เกลียว
การลบมุมสั้น:
- แรงบิดต่ำ
- คุณภาพผิวงานดี
- เศษหนา
- แรงดันสูงในจุดที่มีการลบมุม
- อายุการใช้งานเครื่องมือสั้นกว่า
- ออกแบบเพื่อการทำงานที่ท้าทาย
- สำหรับใช้เมื่อมีระยะหลบไม่มากนักที่ส่วนล่างของรู
เมทริกซ์ส่วนปลาย/การลบมุม
ประเภทส่วนปลายของดอกต๊าปมีไว้ใช้เพื่อการผลิตดอกต๊าปเท่านั้น ตารางด้านล่างจะแสดงจุดและการลบมุมที่นิยมใช้รวมกัน โดยแบ่งตามเส้นผ่านศูนย์กลางดอกต๊าป
 |  |  |  |  |
| ≤5 | >No1-No10 | 1 | 1 | 1 |
| >5 ≤6 | >No12-1/4 | 1 | 1, 2 | 1 |
| >6 ≤10 | >1/4-1/2 | 1 | 1, 2, 4 | 1, 4 |
| >10 ≤12 | >3/8-1/2 | 2, 3 | 2, 3 | 2, 3 |
| >12 | >1/2 | 3 | 3 | 3 |
