
มาตรฐานเกลียวและพิกัดความเผื่อของรูต๊าป
มาตรฐานเกลียว
เครื่องมือต๊าปผลิตโดยยึดตามมาตรฐาน 5 อย่าง ได้แก่ ISO, ANSI, DIN, DIN/ANSI และ JIS DIN และ ISO เป็นมาตรฐานที่ใช้กันทั่วโลก ส่วน ANSI เป็นมาตรฐานที่ใช้ในตลาดอเมริกัน และ JIS เป็นมาตรฐานที่ใช้ในตลาดเอเชีย
- ISO, ANSI และ JIS จะมี OAL (ความยาวโดยรวม) ที่ค่อนข้างสั้นและคล้ายคลึงกัน ยกเว้นในส่วนของเส้นผ่านศูนย์กลางด้าม ซึ่งอยู่ในหน่วยนิ้วสำหรับ ANSI และหน่วยเมตริกสำหรับ ISO และ JIS
- DIN เป็นรุ่นยาว มาพร้อมเส้นผ่านศูนย์กลางด้ามในหน่วยเมตริก และ OAL ยาว
- ส่วน DIN/ANSI เป็นลูกผสมของสองมาตรฐาน โดยมาพร้อมเส้นผ่านศูนย์กลางด้ามจาก ANSI และ OAL จาก DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
ด้าม ISO และรูปทรงสี่เหลี่ยมจัตุรัส

| 2.50 | 2.00 | M1 | ||||
| M1.2 | ||||||
| M1.4 | ||||||
| M1.6 | เบอร์ 0 | |||||
| M1.8 | ||||||
| M2 | เบอร์ 1 | |||||
| 2.80 | 2.24 | M2.2 | เบอร์ 2 | |||
| M2.5 | เบอร์ 3 | |||||
| 3.15 | 2.50 | M3 | เบอร์ 4 เบอร์ 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | เบอร์ 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | เบอร์ 8 | M6 | ||
| 5.00 | 4.00 | M5 | เบอร์ 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | เบอร์ 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
ด้าม DIN และรูปทรงสี่เหลี่ยมจตุรัส
| 2.5 | 2.1 | M1 | M1 | |||||
| M1.1 | M1.1 | |||||||
| M1.2 | M1.1 | M3.5 | M3.5 | 1/16 | ||||
| M1.4 | M1.1 | |||||||
| M1.6 | M1.6 | |||||||
| M1.8 | M1.8 | |||||||
| 2.8 | 2.1 | M2 | M2 | |||||
| M2.2 | M2.2 | M4 | M4 | 3/32 | 5/32 | |||
| M2.5 | M2.5 | |||||||
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
ด้าม ANSI และรูปทรงสี่เหลี่ยมจตุรัส

| 0.141 | 0.11 | เบอร 0 | M1.6 | |
| เบอร์ 1 | M1.8 | |||
| เบอร์ 2 | M2 | |||
| เบอร์ 3 | M2.5 | |||
| เบอร์ 4 | ||||
| เบอร์ 5 | M3 | |||
| เบอร์ 6 | M3.5 | |||
| 0.168 | 0.131 | เบอร์ 8 | M4 | |
| 0.194 | 0.152 | เบอร์ 10 | M5 | |
| 0.220 | 0.165 | เบอร์ 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 | M27 | |
| 1 1/8 | ||||
| 1.021 | 0.766 | 1 3/16 | M30 | |
| 1 1/4 | ||||
| 1.108 | 0.831 | 1 5/16 | M33 | |
| 1 3/8 | ||||
| 1.233 | 0.925 | 1 7/16 | M36 | |
| 1 1/2 | ||||
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
ด้าม JIS และรูปทรงสี่เหลี่ยมจตุรัส

| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
พิกัดความเผื่อของรูต๊าป
| ISO | DIN | ANSIBS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | แน่นแบบไม่มีการเผื่อ | |||
| ISO 2 | 6H | 2B | 4 G | 5 G | 6 H | แน่นพอดี | ||
| ISO 3 | 6 G | 1B | 6 G | 7 H | 8 H | แน่นแบบมีการเผื่อสูง | ||
| - | 7 G | - | 7 G | 8 G | หลวมสำหรับ การปรับสภาพหรือการเคลือบผิว |
พิกัดความเผื่อของดอกต๊าปเทียบกับพิกัดความเผื่อที่เกลียวใน (น็อต)
พิกัดความเผื่อปกติของดอกต๊าปซึ่งก็คือ ISO 2 (6H) จะทำให้ความแน่นระหว่างสกรูและน็อตอยู่ในเกณฑ์ปกติ ส่วนพิกัดความเผื่อต่ำ (ISO 1) จะทำให้ความแน่นระหว่างสกรูและน็อตเป็นแบบแน่นมากโดยจะไม่มีช่องว่างบริเวณขอบข้าง และพิกัดความเผื่อสูง (ISO 3) จะทำให้ความแน่นเป็นแบบหลวมมากและมีช่องว่างขนาดใหญ่ ซึ่งจะใช้เมื่อมีการเคลือบน็อต หรือเมื่อต้องการให้ความแน่นเป็นแบบหลวมๆ โดยระหว่างพิกัดความเผื่อ 6H (ISO2) กับ 6G (ISO3) และระหว่าง 6G กับ 7G จะมีดอกต๊าปที่มีพิกัดความเผื่อ 6HX และ 6GX ด้วย ซึ่ง “X” หมายความว่า พิกัดความเผื่ออยู่นอกค่ามาตรฐาน และจะใช้กับงานต๊าปวัสดุที่มีความแข็งแรงสูงหรือมีการเสียดสี เช่น เหล็กหล่อ วัสดุเหล่านี้ไม่ได้ทำให้เกิดปัญหาขนาดใหญ่กว่ามาตรฐาน ดังนั้นจึงสามารถใช้พิกัดความเผื่อสูงเพื่อยืดอายุการใช้งานเครื่องมือได้ ความกว้างของพิกัดความเผื่อระหว่าง 6H และ 6HX จะเท่ากัน ส่วนดอกต๊าปรดเกลียวนั้นจะผลิตโดยใช้พิกัดความเผื่อ 6HX หรือ 6GX
สำหรับเกลียวท่อจะอ้างอิงตามมาตรฐานต่อไปนี้:
- เกลียว G ตาม ISO 228-1 ระดับเดียวสำหรับเกลียวใน (ดอกต๊าป)
- เกลียว Rc และ Rp ตาม ISO 7-1
- NPT และ NPSM ตาม ANSI B1.20.1
- NPTF และ NPSF ตาม ANSI B1.20.3
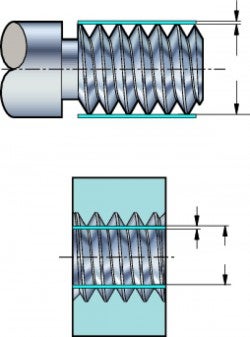
การวางตำแหน่งพิกัดความเผื่อ
ความกว้างของพิกัดความเผื่อที่ดอกต๊าปออกแบบมาให้พิกัดความเผื่อเฉพาะมีขนาดเล็กกว่าความกว้างของพิกัดความเผื่อที่เกลียวสำเร็จมาก และมีการวางตำแหน่งพิกัดความเผื่อของดอกต๊าปเพื่อให้ดอกต๊าปตัดเกลียวได้อย่างถูกต้องตั้งแต่เริ่ม เมื่อมีการใช้งาน ดอกต๊าปจะค่อยๆ สึกหรอไปทีละน้อยและในที่สุดก็จะมีขนาดเล็กเกินไปที่จะตัดเกลียวได้อย่างถูกต้อง เนื่องจากมีขนาดเล็กกว่าพิกัดความเผื่อต่ำของเกจ GO ซึ่งวิธีแก้ที่ดีที่สุดคือ วางตำแหน่งพิกัดความเผื่อของดอกต๊าปไว้ที่ส่วนบนของเกลียวใน แต่กระนั้นก็ยังมีความเสี่ยงที่ดอกต๊าปจะตัดเกลียวออกมาใหญ่กว่ามาตรฐานจนเกินขีดจำกัดสูงสุดของเกจ NO-GO อยู่ดี ดังนั้นควรวางดอกต๊าปที่มีพิกัดความเผื่อ “X” ซึ่งใช้สำหรับวัสดุที่ไม่ทำให้เกิดปัญหาขนาดใหญ่กว่ามาตรฐานในตำแหน่งที่สูงขึ้น เพราะการสึกหรอจะเกิดขึ้นก่อนที่ดอกต๊าปจะตัดเกลียวเล็กเกินไป ส่งผลให้เครื่องมือมีอายุการใช้งานยาวนานขึ้น
พิกัดความเผื่อ DIN
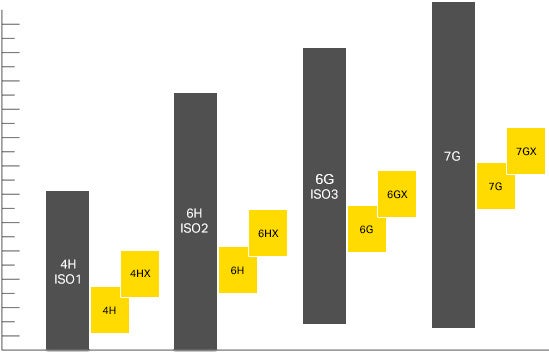
 | ระดับพิกัดความเผื่อของเกลยว |
| ขอบเขตพิกัดความเผื่อของดอกต๊าป |
พิกัดความเผื่อ ANSI
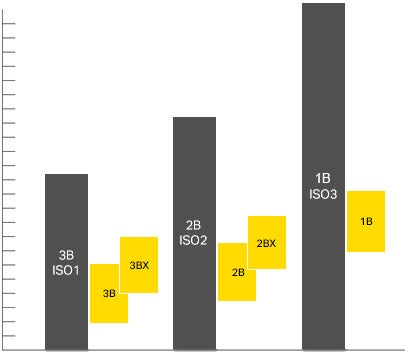
| ระดบพิกัดความเผื่อของเกลียว |
| ขอบเขตพิกัดความเผื่อของดอกต๊าป |
