
การเลือกวิธีการป้อนในการกลึงเกลียว
OptiThreading™
OptiThreading™ คืออะไร
OptiThreading™ เป็นวิธีการที่ใช้การเคลื่อนที่ของเครื่องมือในลักษณะแกว่งเพื่อช่วยควบคุมการหักเศษในงานกลึงเกลียว วิธีการที่เป็นเอกลักษณ์นี้ช่วยให้สามารถทำการกลึงกระแทกซ้ำได้ในทุกรอบการตัด ยกเว้นรอบการตัดล่าสุด
ข้อดีของ OptiThreading™
- ลดเวลาที่ใช้ในการกำจัดเศษยาวที่ติดอยู่ในเครื่องมือ ชิ้นงาน และ/หรือระบบลำเลียงเศษ
- เครื่องจักรหยุดทำนอกกำหนดการน้อยลง ช่วยเพิ่มประสิทธิภาพการผลิตให้สูงขึ้นและทำงานโดยอัตโนมัติได้ดีขึ้น
- ผิวงานมีคุณภาพสูงขึ้นเนื่องจากไม่มีเศษยาวมาทำให้ชิ้นงานเสียหาย
- เป็นวิธีการกลึงเกลียวด้วยการสั่นสะเทือนแบบมีการควบคุมเพื่อให้ได้ผิวงานที่มีคุณภาพสูงขึ้น
- สามารถเพิ่มความเร็วในการตัดสำหรับเกลียวที่มีขนาดใหญ่/เส้นผ่านศูนย์กลางใหญ่ได้ จึงช่วยเพิ่มประสิทธิภาพการผลิตให้สูงขึ้น
- วิธีการนี้ทำให้เกิดแรงสั่นสะเทือนต่ำจึงใช้ระยะยาวได้ยาวขึ้น
สิ่งที่ควรพิจารณาเมื่อใช้ OptiThreading™
- สำหรับเครื่องจักร CNC ที่สามารถรองรับรหัส ISO ได้ (G32/G33/G34)
- การกลึงนอกและการกลึงใน
- การกลึงเกลียวธรรมดาและเกลียวทรงกรวย/ทรงเรียว
- สำหรับการกลึงเกลียวมาตรฐานที่กล่าวไว้ข้างต้น สามารถกลึงเกลียวได้ที่เส้นผ่านศูนย์กลาง 12 มม.
- ขอแนะนำให้ใช้ระบบจ่ายน้ำหล่อเย็นขณะทำงาน
วิธีการทำงานของ Optithreading™
ชมวิดีโอการสร้างโปรแกรม NC ด้วยซอฟต์แวร์ CoroPlus® Tool Path
วิธีการกลึงเกลียวทั่วไป
การป้อนเข้าในการกลึงเกลียวมีสามวิธีหลักๆ ด้วยกันคือ การป้อนเข้าในด้านข้างแบบมีการปรับ การป้อนเข้าในแนวรัศมี และการป้อนเข้าแบบสลับข้าง วิธีการป้อนเข้าเป็นตัวกำหนดการใช้เม็ดมีดกับชิ้นงานเพื่อสร้างรูปแบบเกลียว
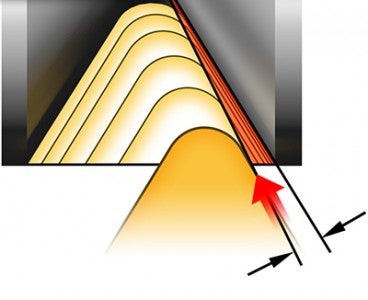
การป้อนเข้าด้านข้างแบบมีการปรับ
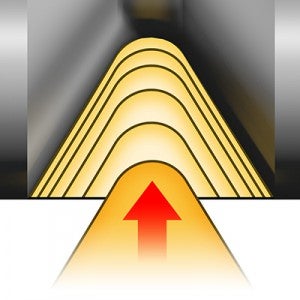
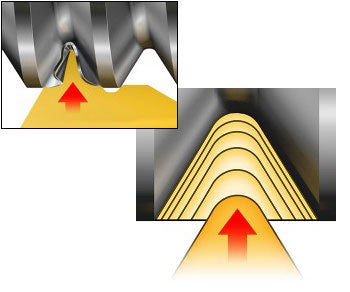
การป้อนเข้าในแนวรัศมี (การป้อนเข้าแนวตรง)
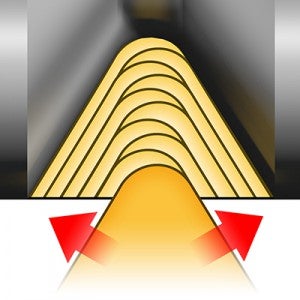
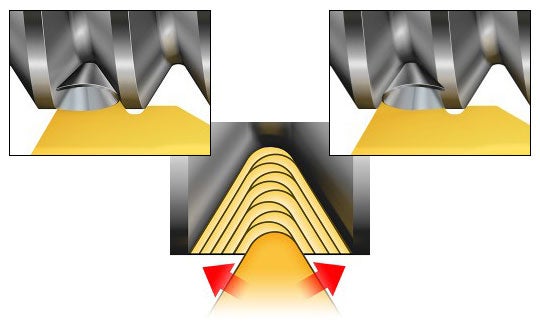
การป้อนเข้าแบบสลับข้าง
การเลือกวิธีการป้อนขึ้นอยู่กับเครื่องมือตัดเฉือน รูปทรงรองหกเศษเม็ดมีด วัสดุชิ้นงาน โปรไฟล์เกลียว และระยะพิตช์ ทั้งยังส่งผลโดยตรงต่อด้านต่างๆ ดังนี้ด้วย
- การควบคุมเศษ
- คุณภาพของเกลียว
- ประเภทการสึกหรอของเม็ดมีด
- อายุการใช้งาน
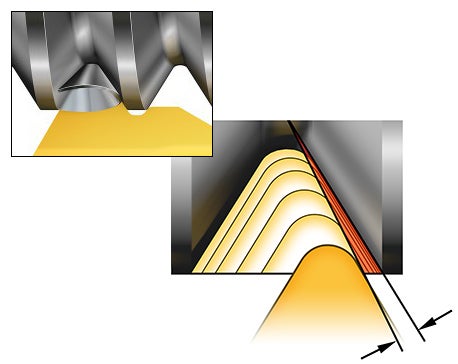
การป้อนเข้าด้านข้างแบบมีการปรับ
การป้อนเขาด้านข้างแบบมีการปรับเป็นวิธีแรกที่เลือกใช้ ซึ่งทำให้เครื่องมือมีอายุการใช้งานยาวนานที่สุดและให้การควบคุมเศษที่ดีที่สุด สำหรับวิธีนี้ เครื่องจักร CNC ส่วนใหญ่จะได้รับการโปรแกรมขั้นต้น ซึ่งเป็นการแก้ไขเล็กๆ น้อยๆ (ปรับมุมเอน) เพื่อไม่ให้คมตัดของเม็ดมีดเสียดสีกับผิวชิ้นงาน
- แนะนำให้ใช้กับการกลึงเกลียวและเม็ดมีดทุกประเภท
- แม้ว่าเศษจะมีขนาดหนากว่า แต่จะเกิดเศษที่เม็ดมีดเพียงด้านเดียวเท่านั้น ซึ่งช่วยให้ตัดได้ง่ายยิ่งขึ้น
- ช่วยลดรอบกลึงได้เนื่องจากมีการส่งผ่านความร้อนไปยังเม็ดมีดน้อยลง
- สามารถใช้ที่ขอบข้างทั้งสองด้านของเกลียว (ด้านตรงข้าม) เพื่อบังคับทิศทางเศษให้เหมาะสมที่สุดได้
- ใช้กับเกลียวขนาดใหญ่ขึ้นและเพื่อไม่ให้เกิดปัญหาการสั่นสะท้าน
- สำหรับเม็ดมีดที่มีรูปทรงรองหักเศษ การป้อนเข้าด้วยวิธีนี้จึงเหมาะสมที่สุด และควรใช้มุมการป้อนเข้า 1°
ตัวอย่างรหัสเครื่องจักร:
G76, X48.0, Z-30.0, B57 (มุมการป้อนเข้า), D05 ฯลฯ
สำหรับเครื่องจักรประเภทอื่นที่ต่างจากนี้ สามารถใช้ลักษณะที่กำหนดสำหรับการป้อนเข้าด้านข้างได้ดังนี้: G92, G76, G71, G33 และ G32
การป้อนเข้าในแนวรัศมี
การป้อนเข้าในแนวรัศมี (แนวตรง) เป็นวิธีการป้อนเข้าที่ใช้ทั่วไป และสามารถใช้ได้กับเครื่องกลึงที่ไม่ใช่ CNC ซึ่งมีอยู่จำนวนมากเท่านั้น
- ทำให้เกิดเศษรูปตัว V แข็ง ซึ่งทำให้เกิดรูปร่างและควบคุมได้ยาก
- การสึกหรอของเม็ดมีดที่ขอบข้างเท่ากันทั้งสองด้าน
- เหมาะสำหรับระยะพิตช์ที่ชัด
- ปลายเม็ดมีดสัมผัสอุณหภูมิสูง อาจจำกัดความลึกในการป้อนเข้า
- มีโอกาสเกิดการสั่นสะท้านและการควบคุมเศษไม่ดี
- รูปทรงรองหักเศษไม่เหมาะกับการป้อนเข้าในแนวรัศมี
การป้อนเข้าแบบสลับข้าง
การป้อนเข้าแบบสลับข้างเป็นตัวเลือกแรกสำหรับเกลียวที่มีโปรไฟล์ใหญ่ขึ้น (แนะนำให้ใช้เมื่อมีระยะพิตช์มากกว่า 5 มม. (5 ฟันเกลียวต่อนิ้ว))
- มีการควบคุมทิศทางเศษทั้งสองทาง ทำให้การควบคุมเศษทำได้ยาก
- มีการสึกหรอของเม็ดมีดเท่ากันและมีอายุการใช้งานเครื่องมือยาวนานที่สุดในบรรดาเกลียวชนิดหยาบมาก
- สามารถใช้หน้าลายใดก็ได้ในการป้อนเข้าแบบสลับข้าง
- ต้องมีโปรแกรมเครื่องจักร CNC โดยเฉพาะ
ความลึกต่อรอบการกลึง
ดูคำแนะนำการป้อนเข้าได้ในแคตตาลอกหรือใน ToolGuide ขอแนะนำให้ทำตามคำแนะนำดังกล่าว เนื่องจากต้องมีการทดลองใช้ค่าเริ่มต้นและจำนวนรอบการกลึงที่เหมาะที่สุดสำหรับการกลึงเกลียวเฉพาะ
- ไม่ควรใช้การป้อนเข้าน้อยกว่า 0.05 มม. (0.002 นิ้ว)
- สำหรับ เม็ดมีดปลายตัดคาร์โบไนไตรด์ การป้อนเข้าไม่ควรเกิน 0.10 มม. (0.004 นิ้ว)
- สำหรับเม็ดมีดหลายฟัน การปฏิบัติตามคำแนะนำการป้อนเข้าที่ถูกต้องเป็นสิ่งสำคัญอย่างยิ่ง
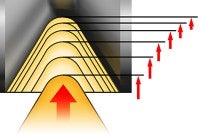
การลดความลึกต่อรอบการกลึง (พื้นที่รองรับเศษคงที่)
การลดความลึกในการป้อนเข้าต่อรอบการกลึงเป็นวิธีเพิ่มประสิทธิภาพการตัดเฉือนทั่วไป และเป็นตัวเลือกแรกสำหรับการกลึงเกลียวทุกประเภท
- ทำการกลึงรอบแรกให้ลึกที่สุดและรอบสุดท้ายประมาณ 0.07 มม. (0.003 นิ้ว)
- กระจายโหลดบนเม็ดมีดเท่ากันและมีพื้นที่รองรับเศษ “สมดุล” มากขึ้น
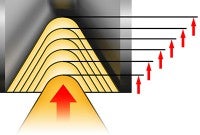
ความลึกต่อรอบการกลึงคงที่
ในแต่ละรอบการกลึง (ยกเว้นรอบสุดท้าย) จะมีความลึกเท่ากันโดยไม่จำกัดจำนวนรอบการกลึง วิธีนี้เป็นวิธีที่ให้ความสามารถในการผลิตลดลง
- เพิ่มจำนวนรอบการกลึงได้ตามต้องการ
- เม็ดมีดมีการทำงานที่ซับซ้อนมากขึ้น
- มีการควบคุมเศษดีขึ้น
- ไม่ควรใช้กับระยะพิทช์น้อยกว่า 1.5 มม. หรือ 16 ฟันเกลียวต่อนิ้ว
รอบการกลึงเกลียวบนเครื่องกลึง CNC
เครื่องกลึง CNC มาตรฐานมีรอบการกลึงเกลียวโดยเฉพาะ ซึ่งสามารถปรับตั้งระยะพิตช์ ความลึกของเกลียว และรอบการกลึงได้หลายวิธี รวมทั้งรอบแรกและรอบสุดท้าย
สำหรับรอบสุดท้าย ขอแนะนำให้ใช้รอบการกลึงเกลียวอย่างน้อยหนึ่งรอบโดยมีเส้นผ่านศูนย์กลางเท่าเดิม (ซึ่งระยะกินลึกของรอบสุดท้ายจะเท่ากับระยะกินลึกของรอบก่อนหน้า) การใช้รอบการป้อนเข้าที่แนะนำจะส่งผลดียิ่งขึ้น โดยทำให้ได้เกลียวคุณภาพดีและเม็ดมีดมีอายุการใช้งานยาวนาน
ทิศทางป้อนเครื่องมือ
การผลิตเกลียวสามารถทำได้หลายวิธี สปินเดลสามารถหมุนตามเข็มนาฬิกาหรือทวนเข็มนาฬิกาได้ โดยป้อนเครื่องมือไปทางหัวจับหรือออกห่างจากหัวจับ นอกจากนี้สามารถใช้เครื่องมือกลึงเกลียวได้ทั้งในตำแหน่งปกติหรือกลับหัว (ตำแหน่งกลับหัวช่วยในการขจัดเศษ)

การตั้งค่าที่พบบ่อยที่สุดจะถูกทำเครื่องหมายด้วยสีเขียวในรูปด้านล่าง
การทำงานโดยออกห่างจากหัวจับ (การกลึงเกลียวแบบดึง)
การใช้เครื่องมือกลึงขวาสำหรับเกลียวซ้าย (และในทางกลับกัน) ช่วยประหยัดค่าใช้จ่ายและลดจำนวนเครื่องมือในสต็อกได้

ต้องใช้ชิมเชิงลบในการตั้งค่าที่มีเครื่องหมายสีแดงในรูปด้านล่าง
| กลึงนอก | |
| เกลียวขวา | เกลียวซ้าย |
 เครื่องมือกลึง/เม็ดมีดขวา | 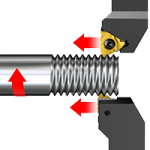 เครื่องมือกลึง/เม็ดมีดซ้าย |
 เครื่องมือกลึง/เม็ดมีดขวา | 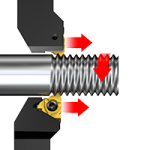 เครื่องมือกลึง/เม็ดมีดซ้าย |
 เครื่องมือกลึง/เม็ดมีดซ้าย |  เครื่องมือกลึง/เม็ดมีดขวา |
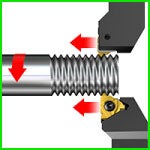
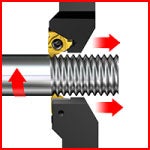
| กลึงใน | |
| เกลียวขวา | เกลียวซ้าย |
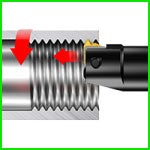 เครื่องมือกลึง/เม็ดมีดขวา | 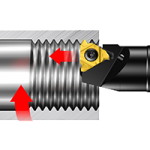 เครื่องมือกลึง/เม็ดมีดซ้าย |
 เครื่องมือกลึง/เม็ดมีดขวา | 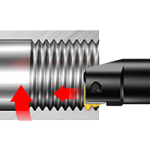 เครื่องมือกลึง/เม็ดมีดซ้าย |
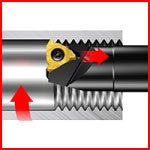 เครื่องมือกลึง/เม็ดมีดซ้าย | 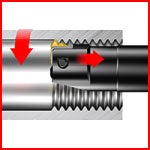 เครื่องมือกลึง/เม็ดมีดขวา |
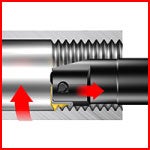 เครื่องมือกลึง/เม็ดมีดซ้าย | 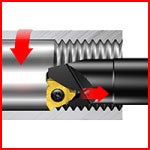 เครื่องมือกลึง/เม็ดมีดขวา |
