
การกลึงเกลียว
การกลึงเกลียวเป็นงานที่ซับซ้อนและเต็มไปด้วยความท้าทาย ไม่ว่าจะเป็นการควบคุมเศษที่ดี อายุการใช้งานเครื่องมือที่เสมอต้นเสมอปลาย และชิ้นงานมีคุณภาพสม่ำเสมอ ล้วนเป็นปัจจัยสำคัญที่มีผลต่อความสำเร็จ
เครื่องมือกลึงเกลียวใช้จำนวนรอบการกลึงทำให้เกิดเกลียวบนชิ้นงาน การแบ่งระยะกันลึกเต็มของเกลียวออกเป็นการตัดตื้นๆ หลายครั้งจะช่วยให้บริเวณรัศมีปลายคมตัดของเม็ดมีด ซึ่งเสียหายได้ง่าย ไม่ต้องรับภาระมากเกินไปจากการตัด
การกลึงเกลียวนอก
ส่วนใหญ่การกลึงเกลียวนอกเป็นงานที่ใช้เครื่องมือที่ง่ายและมีความซับซ้อนน้อยกว่าการกลึงเกลียวใน และสามารถนำวิธีต่างๆ มากมายมาใช้เพื่อให้ได้ชิ้นงานที่ต้องการ
สิ่งที่ควรพิจารณาในการกลึงเกลียวนอกมีดังนี้:
- อัตราป้อนงานต้องเท่ากับระยะพิทช์ของเกลียว
- เลือกจำนวนรอบการตัดเกลียวและระยะกินลึกที่เหมาะสม
- ลักษณะของเศษ เพื่อป้องกันเศษอุดตันบริเวณรอบเครื่องมือและ/หรือชิ้นงาน
- ป้องกันการสั่นสะท้านที่เกิดจากระยะยื่นยาวของเครื่องมือและชิ้นงานทรงผอม
- การวางแนวและความสูงกึ่งกลางของเครื่องมือ

การกลึงเกลียวใน
การกลึงเกลียวในเป็นงานที่ท้าทายและซับซ้อนกว่างานกลึงเกลียวนอก เนื่องจากจำเป็นต้องมีการคายเศษที่มีประสิทธิภาพ และส่วนใหญ่ต้องใช้เครื่องมือที่มีขนาดยาวและทรงผอมกว่า
สิ่งที่ควรพิจารณาในการกลึงเกลียวในมีดังนี้:
- การคายเศษ โดยเฉพาะอย่างยิ่งในรูตัน สามารถทำได้ด้วยการใช้เครื่องมือกลึงซ้ายสำหรับเกลียวขวาและในทางกลับกัน (การกลึงเกลียวแบบดึง) อย่างไรก็ตาม วิธีนี้มีโอกาสสูงที่จะทำให้เม็ดมีดขยับไปมาได้
- ใช้การป้อนเข้าด้านข้างแบบมีการปรับเพื่อให้เศษมีลักษณะขดเป็นวงก้นหอย ซึ่งช่วยให้นำไปยังทางเข้าของรูได้ง่าย
- เลือกจำนวนรอบการตัดเกลียวและระยะกินลึกที่เหมาะสม
- ป้องกันการสั่นสะท้านที่เกิดจากระยะยื่นยาวของเครื่องมือ
- การวางแนวและความสูงกึ่งกลางของเครื่องมือ
- หากต้องใช้เครื่องมือขนาดยาวเพื่อให้เข้าถึงได้ ให้ใช้คาร์ไบด์หรือเครื่องมือลดแรงสั่นสะท้านเพื่อลดแรงสั่นสะท้าน

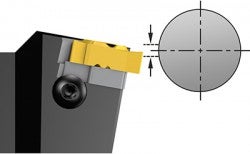
การวางแนวและความสงกงกลางของเครองมอ
มความสำคญตอกระบวนการกลงเกลยวทมประสทธภาพ
