|
|
|
การเสียรูปถาวร
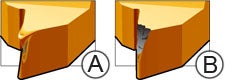
เริ่มจากการเสียรูปถาวร (A)
ซึ่งจะทำให้คมตัดกะเทาะ (B)
|
- อุณหภูมิที่บริเวณการตัดสูงเกินไป
- การจ่ายน้ำหล่อเย็นไม่เพียงพอ
- เกรดไม่เหมาะสม
|
- a) ลดความเร็วตัด เพิ่มจำนวนการป้อนเข้า
b) ลดความลึกในการป้อนเข้าที่ลึกที่สุด ตรวจเช็คเส้นผ่านศูนย์กลางก่อนการกลึงเกลียว
- ปรับปรุงการจ่ายน้ำหล่อเย็น
- เลือกเกรดที่มีคุณสมบัติต้านทานการเสียรูปถาวรได้ดีกว่า
|
|
|
|
การสะสมของเศษวัสดุที่คมตัด (Built-up edge: BUE)
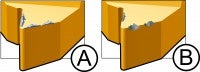
BUE (A) และการกะเทาะของคมตัด
(B) มัก เกิดขึ้นรวมกัน จากนั้น BUE ที่สะสมอยู่จะถูกขจัดออกพร้อมกัน พร้อมเศษเม็ดมีดปริมาณเล็กน้อย ซึ่งทำให้เกิดการกะเทาะ
|
- ส่วนใหญ่เกิดในเหลก็สเตนเลสและเหล็กกล้าคาร์บอนต่ำ
- เกรดไม่เหมาะสมหรื อุณหภูมิที่คมตัดต่ำเกินไป
|
- เพิ่มความเร็วตัด
- เลือกเม็ดมีดที่มีความเหนียวสูง ควรเลือกใช้เกรดเคลือบผิวแบบ PVD
|
|
|
|
|
|
|
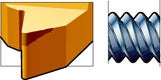
การแตกหักของเม็ดมีด

|
- เส้นผ่านศูนย์กลางเกลียวไม่ถูกต้องก่อนทำการกลึงเกลียว
- ชุดการป้อนเข้าเหนียวเกินไป
- เกรดไม่เหมาะสม
- การควบคุมเศษไม่ดี
- ความสูงกึ่งกลางไม่ถูกต้อง
|
- กลึงให้ได้เส้นผ่านศูนย์กลางที่ถูกต้องก่อนทำการกลึงเกลียว กล่าวคือ 0.03–0.07 มม. (0.001–0.003 นิ้ว) ในแนวรัศมีใหญ่กว่าเส้นผ่านศูนย์กลางสูงสุดของเกลียว
- เพิ่มจำนวนการป้อนเข้า ลดขนาดของการป้อนเข้าที่ใหญ่ที่สุด
- เลือกใช้เกรดที่มีความเหนียวมากขึ้น
- เปลี่ยนเป็นหน้าลาย C- และใช้การป้อนเข้าด้านข้างแบบมีการปรับ
- ปรับความสูงกึ่งกลางให้ถูกต้อง
|
|
|
|
มีการสึกหรอด้านหน้าอย่างรวดเร็ว

|
- ชนงานมีคุณสมบัติเสียดสีสูง
- ความเร็วตัดสูงเกินไป
- ความลึกในการป้อนตัดเกินไป
- เม็ดมีดอยู่เหนือเส้นแนวศูนย์กลาง
|
- เกรดไม่เหมาะสม เลือกเกรดที่ต้านทานการสึกหรอได้ดีขึ้น
- ลดความเร็วตัดลง
- ลดจำนวนการป้อนเข้า
- ปรับความสูงกึ่งกลางให้ถูกต้อง
|
|
|
|
มีการสึกหรอด้านหน้าผิดปกติ
ผวงานทขอบขางดานหนงของเกลยวมคณภาพตำ
|
- วิธีการป้อนเข้าด้านข้างไม่ถูกต้อง
- มุมเอียงของเม็ดมัดไม่สอดคล้องกับมุมของเกลียว
|
- เปลี่ยนวิธีการป้อนเข้าด้านข้างสำหรับหน้าลาย F- และ A-: 3–5° จากขอบข้าง สำหรับหน้าลาย C-: 1° จากขอบข้าง
- เปลี่ยนแผ่นรองเม็ดมัดเพื่อให้มีมุมเอียงถูกต้อง
|
|
|
|
การสั่นสะท้าน

|
- การจบยอดชนงานไม่ถูกต้อง
- การปรับตั้งเครื่องมือไม่ถูกต้อง
- ค่าการตัดไม่ถูกต้อง
- ความสูงกึ่งกลางไม่ถูกต้อง
|
- a) ใช้ก้ามหนีบแบบนิ่ม
b) หากใช้ยันศูนย์ท้าย ให้ปรับระดับกึ่งกลางชิ้นงานให้เหมาะสมที่สุด แล้วตรวจเช็คแรงดันของยันศูนย์ท้าย/หัวเฟสไดรฟ
- a) ลดระยะยันของเครื่องมือ
b) ตรวจดูให้แน่ใจว่าปลอกยึดของด้ามกลึงไม่สึกหรอ
c) ใช้ด้ามกลึงลดการสั่นสะท้านโดยเฉพาะสำหรับการกลึงเกลียว
- เพิ่มความเร็วตัด; ถ้าการดำเนินการดังกล่าวไม่สามารถแก้ปัญหาได้ ให้ลดความเร็วอย่างรวดเร็ว แล้วลองใช้หน้าลาย F-
- ปรับความสูงกึ่งกลางให้ถูกต้อง
|

