
สูตรคำนวณและความหมายสำหรับงานทำเกลียว
ค้นหาเครื่องมือตัดที่เหมาะสำหรับงานของคุณโดยเฉพาะและ
ดูคำแนะนำการตัดได้ทันที
เนื้อหาในส่วนนี้ประกอบด้วยสูตรคำนวณและความหมายในงานทำเกลียว สำหรับคำนวณความเร็วตัด อัตราป้อนงาน หรือค่าอื่นๆ ที่ใช้กับการกลึงเกลียว การกัดเกลียว หรือการต๊าปเกลียว นอกจากนี้ ยังมีคำอธิบายสำหรับการกำหนดเกลียวรูปแบบต่างๆ ตามหลักมาตรฐานสากลด้วยเช่นกัน
สูตรคำนวณและความหมายสำหรับงานทำเกลียว
การป้อนเข้า
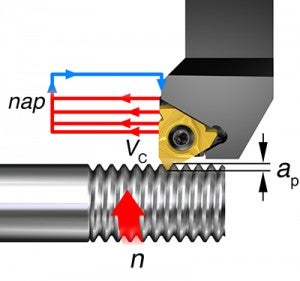
การแบ่งระยะกินลึกเต็มของเกลียวออกเป็นการตัดตื้นๆ หลายครั้งจะช่วยให้บริเวณรัศมีปลายคมตัดของเม็ดมีด ซึ่งเสียหายได้ง่าย ไม่ต้องรับภาระมากเกินไปจากการตัด
ตัวอย่าง : การใช้ระยะกินลึก 0.23–0.10 มม. (0.009–0.004 นิ้ว) ต่อรอบการตัด (การป้อนเข้าในแนวรัศมี) จะทำให้สามารถกลึงเกลียวที่มีระยะกินลึกเต็ม (ap) และความลึกด้านข้างของเกลียว (0.94 มม. (0.037 นิ้ว)) สำหรับเกลียวเมตริกที่มีระยะพิตช์ 1.5 มม. (0.06 นิ้ว) ได้ใน 6 รอบการตัด (nap)
 | รอบที่ 1, การป้อนเข้า 0.23 มม. |
 | = 0.009 นิ้ว |
 | รอบที่ 2, การป้อนเข้า 0.42–0.23 = 0.19 มม. |
 | 0.017–0.009 = 0.008 นิ้ว |
 | รอบที่ 3, การป้อนเข้า 0.59–0.42 = 0.17 มม. |
 | 0.023–0.017 = 0.006 นิ้ว |
 | รอบที่ 4, การป้อนเข้า 0.73–0.59 = 0.14 มม. |
 | 0.029–0.023 = 0.006 นิ้ว |
 | รอบที่ 5, การป้อนเข้า 0.84–0.73 = 0.11 มม. |
 | 0.033–0.029 = 0.004 นว |
 | รอบที่ 6, การป้อนเข้า 0.94–0.84 = 0.10 มม. |
 | 0.037-0.033 = 0.004 นิ้ว |
การป้อนเข้าสามารถคำนวณได้โดยใช้สูตร :
Δap = การป้อนเข้าในแนวรัศมี, ระยะกินลึกต่อรอบ
X = จำนวนรอบจริง (เป็นชุดตั้งแต่ 1 ถึง nap)
ap = ความลึกรวมของเกลียว + เนื้อวัสดุเผื่อ
nap = จำนวนรอบการตัด
Y = รอบที่ 1 = 0.3
รอบที่ 2 = 1
รอบที่ 3 ขึ้นไป = x-1
ระยะพิตช์ 1.5 มม. (0.06 นิ้ว)
ap = 0.94 มม. (0.037 นิ้ว)
nap = 6
γ1 = 0.3
γ2 =1
γn = x-1
| ap | การป้อนเข้า, ระยะกันลึกเต็ม | มม. | นิ้ว |
| n | ความเร็วสปินเดล | รอบ/นาที | รอบ/นาที |
| vc | ความเร็วตัด | ม./นาที | |
| nap | จำนวนรอบการตัด |
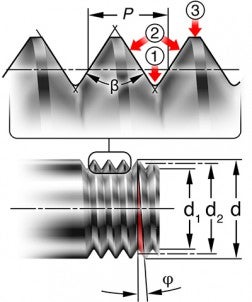
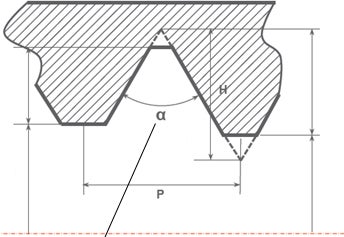
- โคนเกลียว
ส่วนฐานของฟันเกลียว ซึ่งเชื่อมระหว่างขอบข้างของฟันเกลียวที่อยู่ติดกัน - ขอบข้าง
ส่วนข้างของฟันเกลียว ซึ่งเชื่อมระหว่างยอดเกลียวกับโคนเกลียว - ยอดเกลียว
ส่วนบนของฟันเกลียว ซึ่งเชื่อมระหว่างขอบข้างทั้งสองด้าน
P = ระยะพิทช์, มม. หรือฟันเกลียวต่อนิ้ว (t.p.i.)
ระยะจากจุดหนึ่งของฟันเกลียวถึงจุดเดียวกันบนฟันเกลียวถัดไป โดยวัดในแนวขนานกับแกนเกลียว
β = มุมรวมยอดเกลียว
มุมระหว่างขอบข้างของฟันเกลียว ซึ่งวัดในระนาบแนวแกน
φ = มุมนำ (มุมเอียง) ของเกลียว
มุมของเกลียวที่เส้นผ่านศูนย์กลางพิทช์ในระนาบที่ได้ฉากกับแกนเกลียว
ลักษณะที่เกี่ยวข้องกับเส้นผ่านศูนย์กลาง
d = เส้นผ่านศูนย์กลางยอดเกลียว, เกลียวนอก
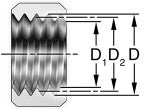
D = เส้นผ่านศูนย์กลางยอดเกลียว, เกลียวใน
d1 = เส้นผ่านศูนย์กลางโคนเกลียว, เกลียวนอก
D1 = เส้นผ่านศูนย์กลางโคนเกลียว, เกลียวใน
d2= เส้นผ่านศูนย์กลางพิทช์, เกลียวนอก
D2= เส้นผ่านศูนย์กลางพิทช์, เกลียวใน
เส้นผ่านศูนย์กลางใช้งานของเกลียว เป็นระยะที่ประมาณครึ่งหนึ่งระหว่างเส้นผ่านศูนย์กลางยอดเกลียวและเส้นผ่านศูนย์กลางโคนเกลียว
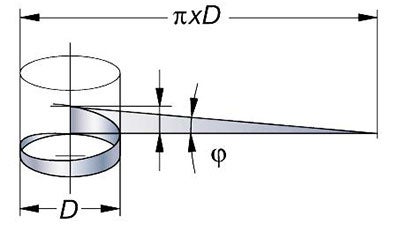
มุมนำ (มุมเอียง)
มุมนำ, φ, (มุมเอียง) จะขึ้นอยู่กับและสัมพันธ์กับเส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียว ค่านี้สามารถแสดงเป็นภาพให้เห็นได้ โดยใช้สามเหลี่ยมสมมติซึ่งคลี่ออกมาจากตัวเกลียว มุมนำสามารถคำนวณได้โดยใช้สูตรด้านล่าง
สตรสำหรับการคำนวณมมนำ
N = จำนวนของปากเกลียว
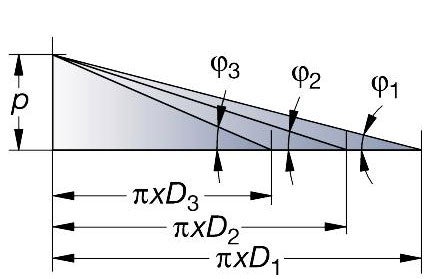
ระยะพิทช์ทเี่ท่ากันแต่เส้นผ่านศูนย์กลางต่างกัน จะให้มมนำไม่เท่ากัน
สูตรคำนวณและความหมายสำหรับงานกัดเกลียว
ความเร็วตัด (vc)
เมตริก (ม./นาที)
อิมพีเรียล (ฟุต/นาที)
สูตรคำนวณสำหรับการกัดเกลียวใน
แบบมีการคำนวณ
อัตราป้อนงานที่ขอบนอก (มม./นาที) (นิ้ว/นาที)
ระยะกินลึกแนวรัศมี (มม.) (นิ้ว)
อัตราป้อนงานที่ศูนย์กลางเครื่องมือ (มม./นาที) (นิ้ว/นาที)

อัตราป้อนงานต่อฟันตัด (มม.) (นิ้ว)
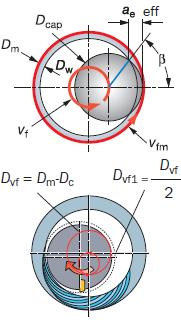
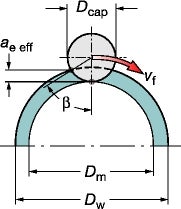
การกัดเกลียวโดยใช้การเดินหัวกัดเป็นแนวโค้งเข้าสู่งาน, Dvf1
สูตรคำนวณสำหรับการกัดเกลียวนอก
แบบมีการคำนวณ
อัตราป้อนงานทขอบนอก (มม./นาที) (นิ้ว/นาที) 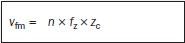 | อัตราป้อนงานทศนิยมกลางเครื่องมือ (มม./นาที) (นิ้ว/นาที) 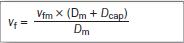 |
อตราปอนงานตอฟนตด (มม.) (นว)  | |
 |
สูตรคำนวณและความหมายสำหรับการต๊าปเกลียว
ความเร็วสปินเดล (n) (รอบ/นาที)  |  |
อัตราป้อนงาน  | |
แรงบด (Md) (นิวตัน-เมตร)  |
กำลัง (P) (กิโลวตัต)  |
| Md | แรงบด | นิวตัน-เมตร | ปอนด์-นิ้ว |
| p | ระยะพิทช์ | มม. | นิ้ว |
| D / DC | เส้นผ่านศูนย์กลางปกติ | มม. | นิ้ว |
| kc | แรงตัดจำเพาะ | นวตน/มม.2 | ปอนด/นิ้ว |
| n | ความเร็วสปินเดล | รอบต่อนาที (รอบ/นาที) | รอบต่อนาที (รอบ/นาที) |
| P | กำลัง | กิโลวตัต | แรงม้า |
| vc | ความเร็วตัด | ม./นาที | ฟุต/นาที |
| vf | อัตราป้อนงาน | มม./นาที | นิ้ว/นาที |
สูตรคำนวณขนาดรู
การคำนวณขนาดรูพื้นฐานสามารถทำได้โดยใช้สูตรต่อไปนี้
การคำนวณขนาดรูพื้นฐานสำหรับดอกต๊าปกัดเกลียว
|
|
|
|
|
|
|
|

การคำนวณขนาดรูพื้นฐานสำหรับดอกต๊าปรีดเกลียว
 | |
| |
 | |
|

การคำนวณขนาดรูพื้นฐานโดยมีค่าความสูงเกลียวสำหรับดอกต๊าปกัดเกลียว

| |
| |
| |
|

การคำนวณขนาดรูพื้นฐานโดยมีค่าความสูงเกลียวสำหรับดอกต๊าปรีดเกลียว
 | |
| |
 | |
|


| D | เส้นผ่านศูนยกลางรู | มม. | นิ้ว |
| TD | เส้นผ่านศูนยกลางปกติของเกลียว | มม. | นิ้ว |
| TP | ระยะพิทชเ์กลียว | มม. | |
| TPI | ระยะพิทช์เกลียว (นิ้ว) | นิ้ว | |
| TH | ความสูงเกลียว | % | % |
วิธีการคำนวณความสูงเกลียวเป็นเปอร์เซ็นต์, %
ความสูงเกลียวเป็น % คืออัตราส่วนระหว่างความสูงจริงกับความสูงสูงสุดของเกลียวใน ตัวอย่างด้านล่างสามารถใช้ได้กับเกลียวมาตรฐาน ISO และ UTS – 60°
ตัวอย่าง, M8x1.25
ความสูงสูงสุดของเกลียวตามมาตรฐานคือ 6/8 H
H = 0.866 x P
(H = ความสูงของสามเหลี่ยมพื้นฐาน)
(P = ระยะพิทช์เกลียว)
ความสูงสูงสุดของเกลียวคือ :
6/8 * (0.866 x 1.25) = 0.811 มม.
ความสูงจริงของเกลียวที่ขนาด Ø6.9 มม. :
(8 - 6.9) / 2 = 0.55 มม.
ดังนั้น ความสูงของเกลียวคือ (0.55 / 0.81) x 100 = 68%
 เกลียว 60° | ||
| ความสูงจริงของเกลียว | ความสูงสุงสดของเกลียวที่เกลียวใน (6/8 H) | |
| Ø ที่แนะนำของรู | Ø ขั่นต่ำของรูตามมาตรฐาน | |
การกำหนดรูปแบบเกลียวตามมาตรฐานสากล
มาตรฐานสากล
เพื่อให้แน่ใจว่าเกลียวทั้งสองส่วน (เกลียวในและเกลียวนอก) สามารถสวมเข้าด้วยกันได้อย่างพอดีและสามารถรับแรงได้ตามที่กำหนด เกลียวจะต้องมีคุณสมบัติตรงตามมาตรฐาน ดังนั้น จึงมีการกำหนดมาตรฐานสากลสำหรับเกลียวรูปแบบต่างๆ ที่ใช้กันทั่วไป
การกำหนดรูปแบบเกลียวเมตริก ISO
การกำหนดรูปแบบเกลียวที่สมบูรณ์จะประกอบด้วยค่าต่างๆ ของรูปทรงเกลียวและพิกัดความเผื่อ ในส่วนของการระบุพิกัดความเผื่อจะใช้ตัวเลขเพื่อแสดงเกรดของพิกัดความเผื่อ และตัวอักษรเพื่อแสดงตำแหน่งของพิกัดความเผื่อ
ตัวอย่าง
M16 - 6h
M16 : การกำหนดรูปแบบเกลียวและขนาดปกติ
6h : ระดับพิกัดความเผื่อของระยะพิทช์และตำแหน่งยอดเกลียว
M10 x 1.25 5g6g
M10 : ระยะพิทช์
1.25 : ระดับพิกัดความเผื่อของเส้นผ่านศูนย์กลางพิทช์
5g6g : ระดับพิกัดความเผื่อของเส้นผ่านศูนย์กลางยอดเกลียว
ความพอดีของการสวมเกลียวจะระบุโดยการเขียนระดับพิกัดความเผื่อของเกลียวใน แล้วต่อท้ายด้วยระดับพิกัดความเผื่อของเกลียวนอก โดยจะแยกระหว่างกลางด้วยเครื่องหมายทับ
ตำแหน่งพิกัดความเผื่อ
ตำแหน่งพิกัดความเผื่อเป็นการระบุค่าการเบี่ยงเบนพื้นฐาน โดยจะเขียนด้วยตัวพิมพ์ใหญ่สำหรับเกลียวในและตัวพิมพ์เล็กสำหรับเกลียวนอก ระดับพิกัดความเผื่อจะประกอบด้วยเกรดของพิกัดความเผื่อร่วมกับตำแหน่งพิกัดความเผื่อ ค่าของระดับพิกัดความเผื่อจะมีการระบุตามมาตรฐานของระบบเกลียวต่างๆ
เกลียวนิ้ว ISO (UNC, UNF, UNEF, UN)
ระบบ UN มีระดับพิกัดความเผื่อสามระดับ ตั้งแต่ 1 (ห่าง) จนถึง 3 (ชิด) เกลียว UN ทั่วไปจะมีการกำหนดรูปแบบดังนี้ :
¼” 20 20UNC - 2A
¼” – เส้นผ่านศูนย์กลางยอดเกลียว
20 – ค่าระยะพิทช์ : ฟันเกลียวต่อนิ้ว (t.p.i.)
UNC – หมายถึง ระยะพิทช์ห่าง
2A – หมายถึง มีพิกัดความเผื่อปานกลาง
ISO – ยูนิฟายด์ (UN) :
พิกัดความเผื่อมาก : 1A (เกลียวนอก), 1B (เกลียวใน)
พิกัดความเผื่อปานกลาง : 2A (เกลียวนอก), 2B (เกลียวใน)
พิกัดความเผื่อน้อย : 3A (เกลียวนอก), 3B (เกลียวใน)
ประเภทต่างๆ ของเกลียว UN
| UNC | เส้นผ่านศูนย์กลางเกลียวที่มีระยะพิทช์ห่าง |
| UNF | เส้นผ่านศูนย์กลางเกลียวที่มีระยะพิทช์ชิด |
| UNEF | เส้นผ่านศูนย์กลางเกลียวที่มีระยะพิทช์ชิดพิเศษ |
| UN | เส้นผ่านศูนย์กลางเกลียวที่มีระยะพิทช์คงที่ |
เกลียว Whitworth (G, R, BSW, BSF, BSPF)
เกลียวสกรู Whitworth เป็นเกลียวที่ไม่มีการใช้งานแล้วในปัจจุบัน แต่เกลียวท่อ Whitworth นั้นถือเป็นมาตรฐานสากลที่ได้รับการยอมรับ โดยเกลียวท่อแบบ Whitworth จะมีระดับพิกัดความเผื่อสองระดับสำหรับเกลียวนอกและหนึ่งระดับสำหรับเกลียวใน
เกลียวท่อ Whitworth : BSW, BSF และ BSP.F
ตำแหน่งพิกัดความเผื่อ
ชิด : A (เกลียวนอก), เกลียวในมีระดับเดียวเท่านั้น
ห่าง : B (เกลียวใน), เกลียวในมีระดับเดียวเท่านั้น
การกำหนดรูปแบบของเกลียวท่อ Whitworth
เกลียวต่อไปนี้จะแบ่งออกเป็น 2 กลุ่ม :
- ข้อต่อที่ไม่ได้เป็นเกลียวแบบกันความดันรั่ว, ISO 228/1
- ข้อต่อที่เป็นเกลียวแบบกันความดันรั่ว, ISO 7/1
