ลักษณะที่กำหนดของเครื่องมือตัดตามมาตรฐาน ISO 13399
เครองมอตดทงหมดจะมการกำหนดรปแบบ โดยใชลกษณะตางๆ ตามทระบในมาตรฐาน ISO 13399 คณสามารถดลกษณะทกำหนดของเครองมอตดและความหมายของลกษณะดงกลาวไดจากรายการตอไปน

มาตรฐาน ISO 13399 คืออะไร
มาตรฐาน ISO 13399 คือมาตรฐานสากลด้านข้อมูลเครื่องมือตัด เครื่องมือตัดแต่ละชิ้นจะถูกกำหนดโดยใช้ลักษณะต่างๆ ตามที่ระบุในมาตรฐาน ISO 13399 มาตรฐานนี้เป็นการกำหนดรูปแบบข้อมูลกลางสำหรับเครื่องมือตัด ซึ่งไม่ขึ้นกับระบบใดระบบหนึ่งหรือแบบแผนของบริษัทใดบริษัทหนึ่ง การกำหนดลักษณะของเครื่องมืออย่างชัดเจนตามมาตรฐานที่ทุกซอฟต์แวร์สามารถประมวลผลได้ ส่งผลให้คุณภาพในการสื่อสารข้อมูลดีขึ้นและยังช่วยให้การแลกเปลี่ยนข้อมูลอิเล็กทรอนิกส์ระหว่างระบบต่างๆ เป็นไปอย่างราบรื่น นอกจากนี้ ยังช่วยให้ขั้นตอนการรวบรวมข้อมูลมีประสิทธิภาพและคุณภาพมากขึ้น และสิ่งที่สำคัญที่สุดคือ มาตรฐานนี้ช่วยในการประหยัดเวลาและรับประกันได้ถึงคุณภาพงานที่ดียิ่งขึ้น การใช้ข้อมูลที่อยู่ในรูปแบบเดียวกัน นอกจากจะมีความสำคัญในแง่ของการทำงานร่วมกันของระบบต่างๆ แล้วยังช่วยให้ผู้ใช้สามารถทำงานได้อย่างสะดวกมากขึ้นด้วยเช่นกัน การใช้ระบบที่มีพื้นฐานจากมาตรฐาน ISO 13399 จะช่วยให้ผู้ใช้ไม่จำเป็นต้องแปลงข้อมูลจากแคตตาล็อกฉบับพิมพ์เพื่อนำไปป้อนเข้าสู่ระบบด้วยตนเอง
| พารามิเตอร์ | นิยาม |
| ADINTMS | Adaptive interface machine direction |
| ADINTWS | Adaptive interface workpiece direction |
| AERMX | Working engagement ratio maximum |
| ALP | มุมหลบในแนวแกน |
| AN | Clearance angle major |
| ANN | มุมหลบร่อง |
| APMX | ระยะกันลึกสูงสุด |
| AXGSUP | Axial groove support direction |
| AZ | Maximum plunge depth |
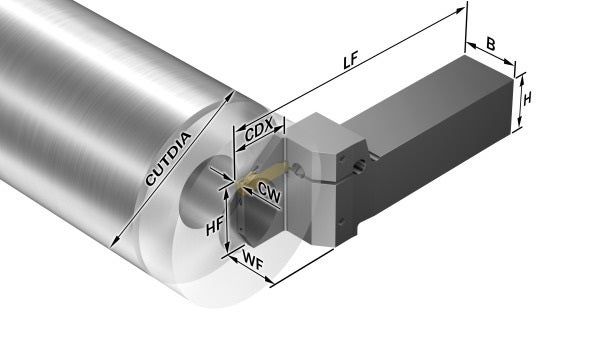
| B | ความกว้างของด้าม |
| BAMS | Machine side body angle |
| BAWS | มุมตัวเครื่องมือที่ด้านชนงาน |
| BBD | ปรับสมดุลโดยการออกแบบ |
| BBR | ปรับสมดุลโดยการทดสอบการหมุน |
| BD | เส้นผ่านศูนย์กลางของตัวเครื่องมือ |
| BHTA | มุมครึ่งเทเปอร์ของตัวเครื่องมือ |
| BLMC | Balancing method code |
| BMC | Body material code |
| BN | Face land width |
| BS | ความยาวคมตัดไวเปอร์ |
| BSG | กลมมาตรฐานพื้นฐาน |
| BSR | Wiper edge radius |
| CBMD | Chip breaker manufacturer's designation |
| CCC | Center cutting capability |
| CCONWS | Workpiece side connection count |
| CDX | ระยะกันลึกสูงสุด |
| CEDC | Cutting edge count |
| CGX | X-component for center of gravity location |
| CGY | Y-component for center of gravity location |
| CGZ | Z-component for center of gravity location |
| CHW | ความกว้างของการลับมุม |
| CICT | จำนวนรายการตัด |
| CND | เส้นผ่านศูนยกลางทางเขาน้ำหล่อเย็น |
| CNSC | รหัสรูปแบบทางเข้าน้ำหล่อเย็น |
| CNT | ขนาดเกลียวของทางเข้าน้ำหล่อเย็น |
| COATING | การเคลือบผิว |
| CONARWS | Connection arrangement workpiece side |
| CP | แรงดันน้ำหล่อเย็น |
| CPDF | Cutting pitch differential |
| CRKS | ขนาดเกลียวปมล็อคการเชื่อมต่อ |
| CTPT | ประเภทการทำงาน |
| CUTDIA | เส้นผ่านศูนย์กลางสูงสุดของการกลึงตัดชิ้นงาน |
| CUTINT_MASTER | Part two of two identifiers of cutting item interface |
| CUTINT_SIZESHAPE | Insert size and shape |
| CW | ความกว้างของการตัด |
| CWTOLL | พิกัดความเผื่อล้างสำหรับความกว้างของการตัด |
| CWTOLU | พิกัดความเผื่อบนสำหรับความกว้างของการตัด |
| CXSC | รหัสรูปแบบทางออกน้ำหล่อเย็น |
| CXST | Coolant exit supply type |
| CZC | รหัสขนาดการเชื่อมต่อ |
| CZC MS | รหัสขนาดการเชื่อมต่อที่ด้านเครื่องจักร |
| CZC WS | รหัสขนาดการเชื่อมต่อที่ด้านชิ้นงาน |
| D1 | เส้นผ่านศูนย์กลางรูยึด |
| DAH | เส้นผ่านศูนย์กลางรูเข้าถึง |
| DAXIN | เส้นผ่านศูนย์กลางในต่ำสุดของร่องแนวแก่น |
| DAXN | Minimum axial groove outside diameter |
| DAXX | เส้นผ่านศูนย์กลางนอกสูงสุดของร่องแนวแก่น |
| DBC | เส้นผ่านศูนย์กลางรูโบลท์ในแนววงกลม |
| DC | เส้นผ่านศูนย์กลางการตัด |
| DCB | เส้นผ่านศูนย์กลางของรูเชื่อมต่อ |
| DCBN | เส้นผ่านศูนย์กลางต่ำสุดของรูเชื่อมต่อ |
| DCBX | เส้นผ่านศูนย์กลางสูงสุดของรูเชื่อมต่อ |
| DCF | เส้นผ่านศูนย์กลางการตัดของหน้าสัมผัสที่หน้าตัด |
| DCN | Minimum cutting diameter |
| DCON | เส้นผ่านศูนย์กลางการเชื่อมต่อ |
| DCONMS | Connection diameter machine side |
| DCONWS | Connection diameter workpiece side |
| DCP | Data chip pocket |
| DCPS | Data chip pocket size |
| DCSFMS | เส้นผ่านศูนย์กลางผิวหน้าสัมผัสที่ด่านเครื่องจักร |
| DCSFWS | เส้นผ่านศูนย์กลางผิวหน้าสัมผัสที่ด้านชิ้นงาน |
| DCTOLL | Lower cutting diameter tolerance |
| DCTOLU | Upper cutting diameter tolerance |
| DCX | เส้นผ่านศูนย์กลางการตัดสูงสุด |
| DFC | Functional diameter |
| DHUB | Hub diameter |
| DIX | เส้นผ่านศูนย์กลางสูงสุดที่ไม่เกิดการชิ้นของชุดเปลี่ยนเครื่องมือ |
| DMIN | เส้นผ่านศูนย์กลางต่ำสุดของรู |
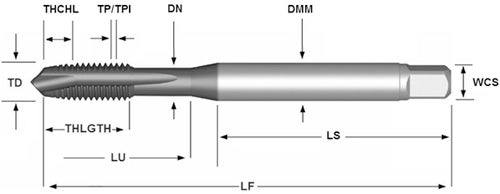
| DMM | เส้นผ่านศูนย์กลางของด้าม |
| DN | เสนผานศนยกลางคอเครองมอ |
| DPC | Damping property |
| DSGN | การออกแบบ |
| FHA | มุมเอียงของร่องเกลียว |
| FLGT | ความหนาของหน้าแปลน |
| FTDZ | สำหรับขนาดเส้นผ่านศูนย์กลางเกลียว |
| GAMF | Radial rake angle |
| GAMO | Orthogonal rake angle |
| GAMP | Axial rake angle |
| GAN | Insert rake angle |
| GB | Face land angle |
| GRADE | The brand name for grades used externally. |
| H | ความสูงของด้าม |
| HAND | Hand |
| HBL | Head bottom offset length |
| HDD | Head diameter |
| HEAD_TYPE | Type of head |
| HF | ความสูงใช้งาน |
| HRY | จุดต่ำสุดจากระนาบอ้างอิง |
| HTB | ความสูงของตัวเครื่องมือ |
| HTH | ความสูง |
| HTY | Hole type |
| IC | เส้นผ่านศูนย์กลางวงกลมแนบใน |
| IEP | Interupted edge property |
| IFS | Insert mounting style code |
| INSL | ความยาวเม็ดมีด |
| IZC | รหัสขนาดเม็ดมีด |
| KAP | Kappa (z-axis rot) |
| KAPR | มุมคมตัดของเครื่องมือ |
| KCH | การลับมุม |
| KGRP_INT | Key grip interface |
| KGRPS | Size of driven part |
| KGRPTP | Geometrical characteristic driven part |
| KRINS | Major cutting edge angle |
| L | ความยาวคมตัด |
| LAMS | Inclination angle |
| LB | ความยาวตัวเครื่องมือ |
| LCF | ความยาวร่องคายเศษ |
| LE | ความยาวใช้งานของคมตัด |
| LF | ความยาวใช้งาน |
| LGR | ความยาวของการลับคม |
| LH | ความยาวส่วนหัว |
| LIG | Insert gauge length |
| LOCAP | Location aid property |
| LPR | ระยะที่ยื่นออกมา |
| LS | ความยาวดาม |
| LSC | ระยะจับยึด |
| LSCN | ระยะจับยึดต่ำสุด |
| LSCX | ระยะจับยึดสูงสุด |
| LSD | ความยาวดามส่วนที่ไม่ใช้งาน |
| LU | ความยาวใช้งาน (ค่าสูงสุดที่แนะนำ) |
| MHD | ระยะรูติดตั้ง |
| MIID | รหัสหลักของเม็ดมีด |
| MMCC | รหัสสำหรับแรงบดที่กำหนด |
| MMCX | Maximum cutting torque |
| MRAT | Main rotation angle of tool |
| MTP | Clamping type code |
| NOF | จำนวนร่องเกลียว |
| NORGMX | Maximum regrinds |
| OAH | ความส่งโดยรวม |
| OAL | ความยาวโดยรวม |
| OAW | ความกว้างโดยรวม |
| OHN | ระยะย่นต่ำสุด |
| OHX | ระยะย่นสูงสุด |
| PHD | เส้นผ่านศูนย์กลางรูเจาะเตรียม |
| PHDX | เส้นผ่านศูนย์กลางสูงสุดของรูเจาะเตรียม |
| PHT | Premachined hole type |
| PL | ความยาวปลายสว่าน |
| PRFRAD | รัศมีโปรไฟล์ |
| PRSPC | ข้อมูลจำเพาะของโปรไฟล์ |
| PSIR | มุมนำของเครื่องมือ |
| PSIRL | มุมคมตัดหลักด้านซ้าย |
| PSIRR | มุมคมตัดหลักด้านขวา |
| RADH | ความสูงของตัวเครื่องมือในแนวรัศมี |
| RADW | ความกว้างของตัวเครื่องมือในแนวรัศมี |
| RE | รัศมุมมี |
| REEQ | Corner radius equivalent |
| REL | Corner radius left |
| RER | Corner radius right |
| RETOLL | พิกัดความเผื่อล่างของรัศมีมุม |
| RETOLU | พิกัดความเผื่อบนของรัศมีมุม |
| RIDOP | Reversed rotation direction output side |
| RMPX | Maximum ramping angle |
| RPMX | ความเร็วสูงสุดของการหมุน |
| S | ความหน้าเม็ดมีด |
| SC | Insert shape code |
| SCREW_TYPE | Screw type |
| SDL | ความยาวของแต่ละเส้นผ่านศูนย์กลางของขั้นบันได |
| SEAL | Sealing property |
| SEP | Sensor embedded property |
| SIG | มุมยอดสว่าน |
| SPA | Sphere profile angle |
| SSC | รหัสขนาดช่องใส่เม็ดมีด |
| STA | Step included angle |
| SUBSTRATE | เนื้อวัสดุหลัก |
| TA | Taper angle |
| TCDC | ระดับพิกดความเผื่อของเส้นผ่านศูนย์กลางการตัด |
| TCDCON | Connection diameter tolerance |
| TCDMM | พิกัดความเผื่อของเส้นผ่านศูนย์กลางด้าม |
| TCHA | พิกัดความเผื่อของรูที่ทำได้ |
| TCL | Tap chamfer length |
| TCT | ระดับพิกัดความเผื่อของเครื่องมือ |
| TCTR | ระดับพิกัดความเผื่อของเกลียว |
| TD | เส้นผ่านศูนย์กลางเกลียว |
| TDZ | ขนาดเส้นผ่านศูนย์กลางเกลียว |
| TFLA | ระยะลอยตัวดอกต๊าปข้างหน้า |
| TFLB | ระยะลอยตัวดอกต๊าปข้างหลัง |
| TG | Taper gradient |
| THBTP | Thread back taper property |
| THCA | Thread helix correction angle |
| THCHT | ประเภทการลับมุมของการทำเกลียว |
| THDH | Thread hand |
| THFT | ชิ้นดูรูปทรง |
| THL | Threading length |
| THLGTH | ความยาวเกลียว |
| THUB | ความหนาดีมี |
| TP | ระยะพิทช์เกลียว |
| TPI | ฟันเกลียวต่อนิ้ว |
| TPIN | ฟันเกลียวต่ำสุดต่อนิ้ว |
| TPIX | ฟันเกลียวสูงสุดต่อนิ้ว |
| TPN | ระยะพิทช์เกลียวต่ำสุด |
| TPX | ระยะพิทช์เกลียวสูงสุด |
| TQ | แรงบด |
| TSYC | รหัสรูปแบบเครื่องมือ |
| ULDR | อัตราส่วนความยาวใช้งานต่อเส้นผ่านศูนย์กลาง |
| W1 | ความกว้างเม็ดมีด |
| WB | ความกว้างของตัวเครื่องมือ |
| WEP | Wiper edge property |
| WF | ความกว้างใช้งาน |
| WSC | ความกว้างของการจับยึด |
| WT | น้ำหนักของอุปกรณ์ |
| XYPFEEDIR | XY-plane feed direction |
| ZEFF | จำนวนคมตัดใช้งานที่หน้าตัด |
| ZEFP | จำนวนคมตัดใช้งานที่รอบนอก (ZEFP) |
| ZWX | จำนวนสูงสุดของเม็ดมีดไวเปอร์ |