
Bearbetning med långa överhäng – att tänka på
Vid bearbetning med långa överhäng börjar vibrationer bli ett problem från verktygsdiameter 4×D. Det går inte undvika vibrationer helt vid skärande bearbetning, men det finns flera olika sätt att minska dem.
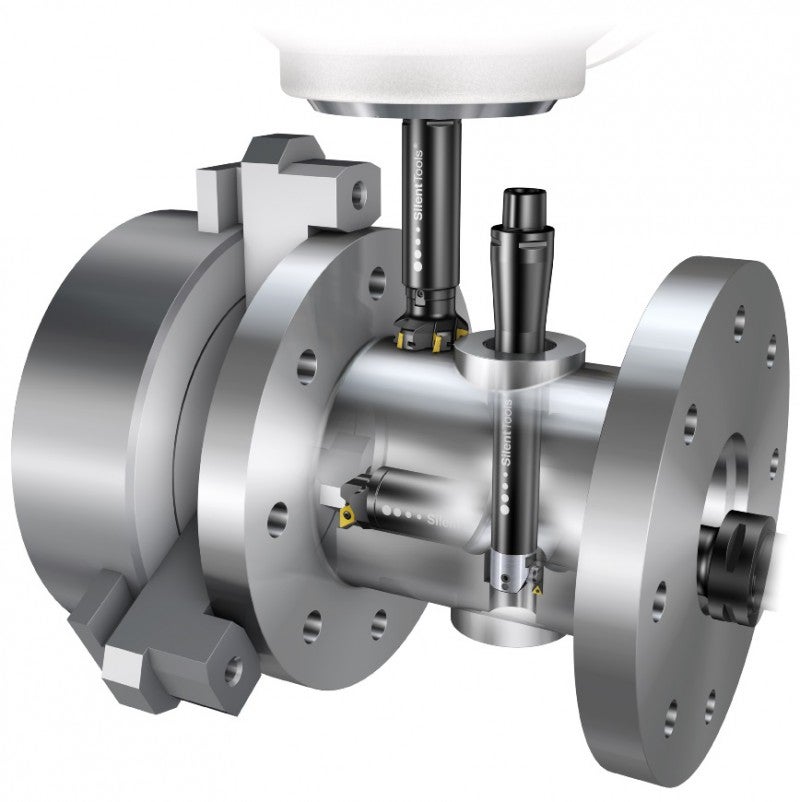
Vibrationsdämpade svarvbommar

Vibrationer är ofta den begränsande parametern som gör att man t.ex. måste sänka hastigheten, matningen och skärdjupet. Vibrationsdämpade svarvbommar är designade för att minimera vibrationer med hjälp av en dämpare inne i verktygshållaren.
Om du istället använder vibrationsdämpade svarvbommar kan du öka skärparametrarna och samtidigt få en säkrare och så gott som vibrationsfri process med snäva toleranser, bra ytjämnhet och en betydligt högre spånavverkningshastighet. Sammantaget innebär det att du får en lägre kostnad per komponent.
Majoriteten använder vibrationsdämpade svarvbommar vid långa överhäng och dålig åtkomlighet. Men även vid kortare överhäng (över 4×D) finns mycket att vinna i form av produktivitetsökningar och ytkvalitetsförbättringar.
Oavsett om du vill öka spånavverkningen, förbättra ytjämnheten, säkra processerna eller minska produktionskostnaderna kommer du helt säkert att njuta av tystnaden.
Att tänka på för cylindriska skaft
- Använd en hållare med minst 4×D fastspänningslängd – helst CoroChuck® 935
- Använd en delad bomhållare med minst 4XD fastspänning
- Man bör ta hänsyn till svarvbommens moment
- En balansvikt kan behövas, beroende på diameter/överhäng

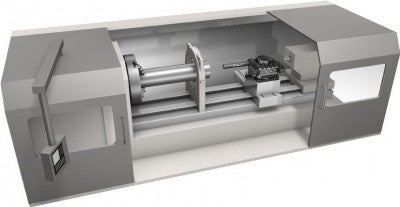
Bearbetning med långa överhäng i flatbäddssvarvar
I flatbäddssvarvar är invändig bearbetning med en stöddocka och långa svarvbommar normalt. Använd vibrationsdämpade svarvbommar för att minimera vibrationerna. Det minskar behovet av särskilda uppborrningshuvuden med stödlister. Vibrationsdämpade svarvbommar kan monteras i revolvern eller i bomhållaren.
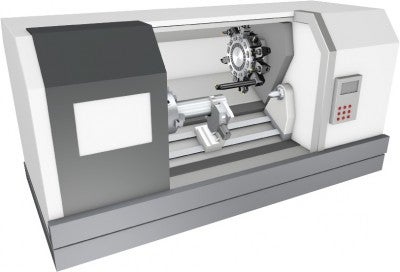
Bearbetning med långa överhäng i svarvar
I svarvar skapar långa svarvbommar extra problem med vibrationer och även kollisionsrisker när andra verktyg används. Genom att använda vibrationsdämpade svarvbom kan dessa potentiella problem förvandlas till konkurrensfördelar.
För långa svarvbommar, använd största möjliga Coromant Capto®-storlek för maximal stabilitet från kopplingsflänsen. Utvändiga spännenheter behöver inte vara av samma storlek eftersom de ändå är olika verktyg.
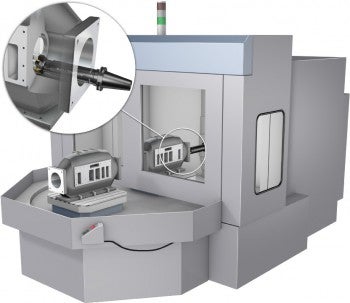
Bearbetning med långa överhäng i horisontella flerfunktionsmaskiner
På större horisontella flerfunktionsmaskiner är det vanligt att man bearbetar långa hål. Maskinerna har separata laddningsstationer för svarvbommar som är längre än vad ett normalt magasin klarar av. Dessa svarvbommar finns också med automatisk verktygsväxling för att olika skärhuvuden ska kunna förvaras i det vanliga magasinet.

Bearbetning med långa överhäng i fleroperationsmaskiner
Med kombinationen av maskingränssnittsadaptrar i två längder och vibrationsdämpade fräsdornsadaptrar i tre längder är det enkelt att få rätt längd med den här modulära lösningen.
Det finns tre saker att tänka på om frigång när man använder en vibrationsdämpad fräs.

a

b

c
a) Uppsättning med överdimentionerad fräs: frigång hela vägen
b) Uppsättning med nominell fräsdiameter och adapter med underdimensionerat skaft: frigång längs det underdimensionerat skaftet
c) Uppsättning med nominell fräs: ingen frigång
| Skaftdiameter, mm (tum) | Överdimentionerad fräs- diameter, mm (tum) | |
| C3 | 32 (1,260) | 36 (1,417) |
| C4 | 40 (1,575) | 44 (1,732) |
| C5 | 50 (1,968) | 54 (2,126) |
| C6 | 63 (2,480) | 66 (2,598) |
| C8 | 80 (3,150) | 84 (3,307) |
| Nominell fräs- diameter mm (tum) | Skaftdiameter, mm (tum) | |
| C4 | 40 (1,575) | 38 (1,496) |
| C5 | 50 (1,968) | 47.5 (1,870) |
| C6 | 63 (2,480) | 60 (2,362) |
| C8 | 80 (3,150) | 76 (2.992) |
| C10 | 100 (3,937) | 95 (3,740) |
