
Interpolerande svarvning
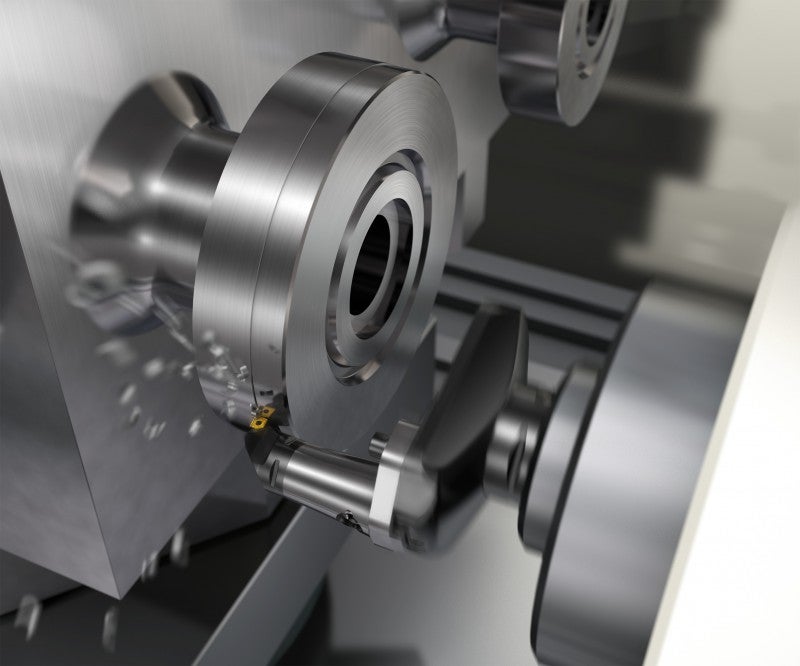
Interpolerande svarvning utvecklades för avancerade fleroperationsmaskiner och flerfunktionsmaskiner med B-axel. Svarvning kan utföras med interpolering med X- och Y-axeln i en cirkulär riktning och då maskinspindeln roteras i takt med den roterande konturen.
Den cirklande rörelsen kan antingen öka eller minska i diameter för att generera plansvarvning eller kombineras med Z-axeln för att tillverka ett hål eller en ytterdiameter.
Interpolerande svarvning kontra traditionell svarvning
Alla maskinkoncept har utvecklats mot flerfunktionella alternativ. Svarvning, borrning och fräsning kan utföras i allt från automatsvarvar till 5-axliga fleroperationsmaskiner. Vid svarvning har man använt en maskinaxel för att rotera delen runt komponentens symmetriaxel.
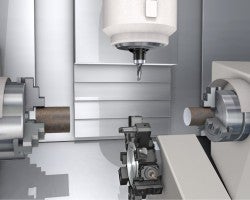

För symmetriska egenskaper hos asymmetriska detaljer har man använt uppborrningsverktyg för parallella diametrar på standardfleroperationsmaskiner. Men där det krävs konturbearbetning har man normalt behövt använda cirkulärinterpolering med fräsning eller ett U- eller W-axelhuvud för att generera formen.
Interpolerande svarvning kan inte konkurrera med traditionell uppborrning eller svarvning vad gäller effektivitet, men den utgör ett användbart alternativ.
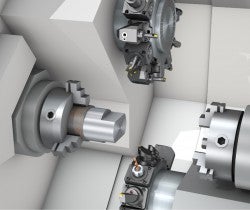
Interpolerande svarvning bör tas med i beräkningen för nya maskiner med symmetriska egenskaper hos icke-symmetriska komponenter,t.ex.flänsar, tätningsspår och icke-parallella hål.



Begränsningar hos interpolerande svarvning
Begränsningarna för metoden och maskinerna är:
- Varv per minut – Matningshastighet för X och Y
- Programmeringssupport – CAM-cykler
- Vridmoment i spindel – När spindelmotorn roterar vid relativt låga varvtal ska skärdjupet vid svarvningen inte vara för stort
- Spindelgränssnitt – Kopplingen ska klara av att överföra en högre vridmomentnivå än vad som normalt krävs vid fräsning. ISO-kona 50 eller Coromant Capto® har överlägsen vridmomentöverföring jämfört med HSK-A
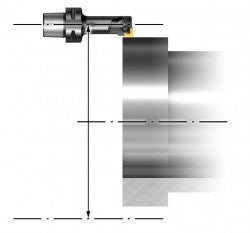
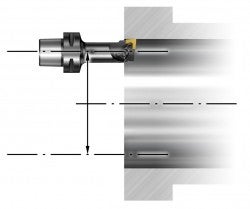
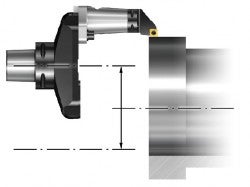
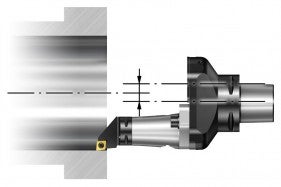
Bilderna visar skillnaden i matningsrörelse mellan interpolerande svarvning med traditionell offsetförskjutning av verktyget, och ett verktyg som är särskilt konstruerat för interpolerande svarvning.
De största fördelarna med interpolerande svarvning

- En flexibel lösning som gör det möjligt att använda fleroperationsmaskiner tillsammans med modulära verktyg istället för speciella uppborrningsmaskiner och plansvarvningshuvuden med W-axel
- Komponenten kan bearbetas färdigt utan att man behöver flytta den, vilket är särskilt bra för stora icke-symmetriska komponenter
- Minskade kostnader för verktygsinvesteringar
- Aluminiumbryggor finns som hjälper till att hålla nere verktygets vikt i maskinen, vilket är bra för magasin och verktygsväxlare
Att tänka på för verktygsuppsättningar
- Verktygsradien ska hållas relativt nära den komponentradie som bearbetas för att begränsa X-, Y-rörelsen – dvs. en stor komponentradie ska ha skärverktyg med stor radie eller offsetförskjutning från rotationscentrum
- Där det behövs längre profiler är det bra att ha en verktygsradie som är större än spindelhuset. Detta förbättrar åtkomligheten och processtabiliteten genom att minska behovet av långa slanka verktyg
- Säkerställ att verktygsvikten, momentet och diametern hålls inom magasinets och verktygsväxlarens kapacitet
Verktygslösningar
Befintliga modulkoncept kombineras för att tillhandahålla skräddarsydda lösningar för de krav som interpolerande svarvning ställer – respektive position beror på komponentens diameter och geometri.








- Axiella Coromant Capto®-spännenheter med snabbväxling och slidgränssnitt för uppborrningsverktyg med stor diameter, för axiellt monterade skärenheter och släppning mot spindelhuset
- Maskingränssnittsadaptrar kombinerat med Coromant Capto®-skärenheter för svarvning vid invändig och utvändig applikation
- Coromant Capto® förlängare med offset skapar fritt utrymme och tillåter ökad verktygsradie
- Dämpade svarvbommar med modulära skärenheter för lång invändig svarvning
- Modulära svarvadaptrar och skärhuvuden som fästs i maskingränssnittsadaptrarna har en stor offsetförskjutning och släppning för profilsvarvning
- Inbyggnadshållare och inbyggda slider för uppborrningsverktyg med stor diameter gör det möjligt att konstruera verktyg med stora diametrar för släppning mot spindelhuset
- Vinklade Coromant Capto®-spännenheter ger större offsetförskjutning

