Karusellsvarvar

Karusellsvarvar, eller VTL-svarvar, är en av de mest traditionella maskintyperna. De är idealiska för tung bearbetning av medelstora till stora detaljer. Med olika tekniker blir karusellsvarvar också alltmer flerfunktionella.
Konfiguration för karusellsvarv

Karusellsvarvar kan bearbeta komponenter i diameterområdet från 1 meter till över 20 meter (39,37–787,40 tum). En tvärbalkskonstruktion med sving ligger till grund för konstruktionen.
Karusellsvarvar ger mycket effektiv skärande bearbetning. Maskinutnyttjandet kan dock vara en nackdel på grund av verktygsväxlingstiden och laddning, fastspänning och lossning av komponenten.
Behovet av stora maskiner för bearbetning av koncentriska komponenter har ökat de senaste tio åren med allt större behov av energi och transporter. Gas-, ång- och vindturbiner samt flygplansmotorer kräver stora komponenter som behöver svarvas. Tillverkningen av järnvägshjul har också ökat för godståg och nya järnvägar för höghastighetståg och nya passagerarlinjer i städer.

Utveckling av karusellsvarvar
Utvecklingen av en ny generation flerfunktionsmaskiner drivs av flera tekniker.
Förinställning utanför maskinen för att minska omställningstiden, verktygsväxlingstiden och mätningen


- Snabbväxling: Maskiner utrustade med svarvhållare kan utrustas med manuella snabbväxlingsenheter. Byte av verktygshållare på mindre än en minut med hög noggrannhet och invändig skärvätsketillförsel. På så sätt minskas tiden för verktygsomställning och förberedande mätning jämfört med skaftverktyg.
- Automatisk verktygsväxling: Från verktygsblock med skaftverktygshållare till hydromekaniska spännenheter. Verktyg växlas automatiskt vilket säkerställer minimala stilleståndstider och möjliggör obemannad produktion.

Dubbla svingar

För att öka bearbetningseffektiviteten kan två svarvningsoperationer köras samtidigt.
Roterande spindlar
Med hjälp av olika tillbehör, som hålls på plats av fyra hörnfastspännings- eller kurvkopplingar, kan en huvudspindel framtill på mitten av svingen driva ett 90-huvud. Det möjliggör en 4-axlig fleroperationsmaskin, så att stora komponenter inte behöver flyttas från en svarv till en fleroperationsmaskin, vilket är både tids- och arbetskrävande.
Verktygsmagasin
Behovet av utrymme för fler verktyg, på grund av att fler operationer utförs på alltmer komplexa delar, hanteras av kedjemagasin som påminner mer om stora fleroperationsmaskiner eller flerfunktionsmaskiner än konventionell skivlagring.

Högtryckskylning
Genom att skärvätskan leds genom RAM:en undviker man rörliga delar som leder till täthetsproblem (till exempel roterande spindlar och revolvrar). För extrema applikationer kan ett tryck upp till 500 bar (7252 psi) användas under produktion i karusellsvarvar, med 70 bar (1015 psi) är det normala.
Automatisk verktygsväxling med Coromant Capto®
Nyckeln till mångsidigheten i en modern vertikalsvarv är dess förmåga att klara av många olika typer av hållarkonfigurationer i svingens ände. Tillbehören byts automatiskt och förvaras i ett separat rack. Automatisk verktygsväxling säkerställer bästa maskinutnyttjande.

Coromant Capto® är det naturliga valet för svarvning och finns dessutom för roterande spindlar med samma kopplingsstorlek. Detta ger total flexibilitet för verktygsförvaring. Beroende på komponenten kan man använda valfri typ av verktyg för svarvning, fräsning, borrning och uppborrning med samma verktygsväxlare och magasin.
- C5, C6, C8 och C10 används för svarvspännenheter för manuell snabbväxling eller hydromekanisk automatisk fastspänning. Riktningen är flexibel för axiella och radiella konfigurationer och används ofta för svarvbommar när den invändiga diametern är mindre än vad svingen kommer åt
- C8 och C10 används när man har roterande spindlar. Med samma gränssnitt för både svarvning och roterande verktyg får man total flexibilitet för den önskade blandningen av verktyg
Så kommer du åt mindre diametrar än vad svingen når

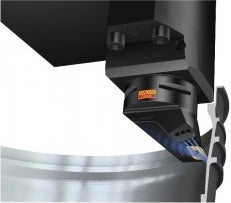
Offsethylsan är utformad för applikationer med svarvbom. Med den kan svarvbommar komma åt mindre diametrar än vad svingen når.
C6 – minsta diameter: 103 mm (4,055 tum)
C8 – minsta diameter: 133 mm (5,236 tum)
C5 – minsta diameter: 76 mm (2,992 tum)
Använd en reduktionsadapter med höger- eller vänster offset för att nå större skärenhetsprogram med samma svingsläppning.


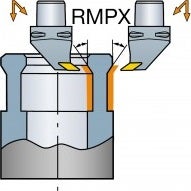
Skärenheter för profilsvarvning med axiell fastspänningsriktning finns.