
Svarvar

Svarvar har många funktioner och är ofta fleraxlig. Det innebär att du kan ha en C-axel, Y-axel och drivna verktyg på en revolver som inte bara kan utföra svarvning, utan också fräsning, borrning och gängning.
Konfiguration för svarvar
Det finns flera maskinalternativ att överväga beroende på vilken typ av komponent som tillverkas. Noga genomtänkt planering säkerställer en optimal och säker bearbetningsprocess.
Revolvergränssnitt
Utvecklingen av drivenheter har lett till att svarvar har blivit riktiga flerfunktionsmaskiner.
De två traditionella typerna av revolver – skaft och VDI – utvecklades när svarvarna enbart användes för svarvning samt borrning i centrumlinjen. Skaft och VDI passar traditionella svarvar.

Skaftverktygsgränssnitt

VDI
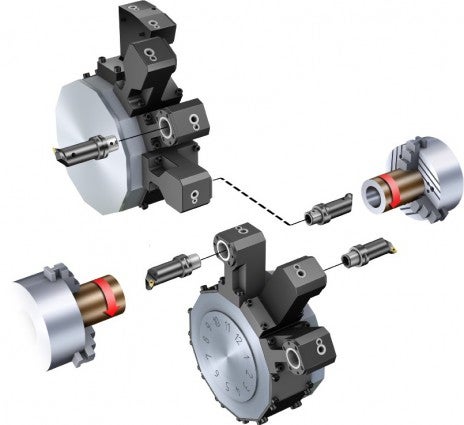
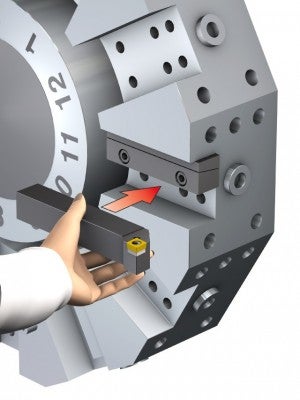
CBI (Coromant Capto®-bultgränssnitt) passar bra för flerfunktionssvarvar. Det här gränssnittet har mer utrymme i revolvern för drivenhetens lager, vilket ger bästa stabilitet och kortast ställängd. CBI är unikt för varje maskintillverkare, vilket innebär att det behövs maskinanpassade spännenheter (MACU) för den aktuella maskinmodellen.
CDI (Coromant Capto®-revolvergränssnitt) är ett standardiserat gränssnitt som passar flera maskinmärken och modeller. Det är huvudsakligen europeiska maskintillverkare som tillhandahåller CDI som ett alternativ till VDI.

CBI

CDI
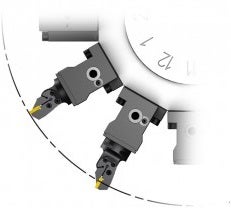
De olika utseendena på MACU gör att revolvern kan konfigureras för varje produktionsmiljö med rätt kombination av utvändig, invändig, statisk och drivet. Dubbla spännenheter används ofta för att öka antalet verktygspositioneringar.
Drivna verktyg

Med drivna verktyg möjliggörs fräsnings- och borroperationer med C-axelstyrning som krävs på huvudspindeln. 2-axliga operationer kan utföras, till exempel kilspår eller hål på centrumlinjen. För att kunna fräsa fickor eller borra utanför centrumlinjen behövs en Y-axel.
För borroperationer är det bäst att använda drivenheter med invändig skärvätsketillförsel och högtryckskylning för bästa spånavgång och bearbetningssäkerhet.

Y-axel/halvindexerande revolver
En Y-axel gör det möjligt att använda drivna verktyg vid 3-axlig fräsning och borrning förskjutet från centrumlinjen. De flesta funktioner som kräver fräsningsoperationer har nytta av en Y-axel. Dubbla svarvpositioner kan läggas till. Detta ökar möjligheterna att använda systerverktyg eller öka utbudet av hållare, vilket minskar behovet av att byta verktygshållarutförande.


Y-axel
Med halv indexering av revolvern kan man använda dubbla svarvpositioner, vilket ökar antalet verktyg. Det här alternativet krävs inte om det finns en Y-axel tillgänglig, så man väljer det oftast på svarvar utan drivna verktyg.


Halv revolver
Subspindel/undre revolver
För att kunna slutföra en detalj behövs ofta bearbetning från båda sidor. Subspindlar används ofta i kombination med stångmatning, vilket möjliggör obemannad produktion av färdiga detaljer.
Vid produktion med hög volym kan den undre revolvern halvera cykeltiden jämfört med att bara använda en revolver. En undre revolver möjliggör tandemsvarvning där bearbetning kan ske på subspindeln samtidigt som på huvudspindeln, vilket ger kortare cykeltid. Typiska applikationer är långa slanka komponenter som axlar och komponenter bearbetade på båda sidor med subspindeln.
Nackdelarna med en undre revolver är minskad komponentdiameter och ökad programmerings- och omställningstid. Därför är den mest lämplig för svarvar för speciella komponenter.

Offsetfunktion för verktygshållare

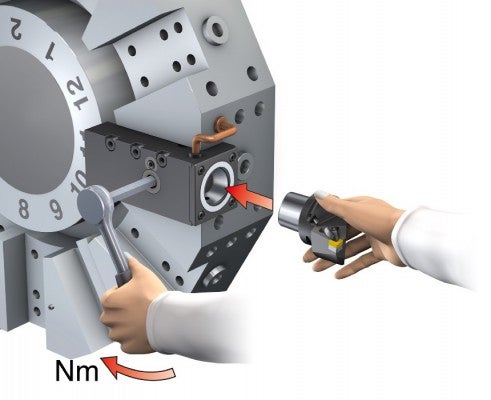
När man gör förinställning av verktyg utanför maskinen är det viktigt att ha ett optimerat nolläge för varje fastspänningsposition. Tool holder offset funktionen gör det möjligt att placera ett verktyg som redan har mätts i valfri spännenhet och bearbeta den första komponenten rätt från början, vilket sparar tid och minskar skrotmängden.
Högtryckspump
De flesta maskiner har möjlighet till högtrycksskärvätska på cirka 70 bar (1015 psi).
Läs mer om olika aspekter på skärvätska
Automatisering
Framtidens krav på maskiner och verktygsuppsättningar drivs av gemensamma utmaningar med globalisering, kompetensbrist, kortare produktlivscykler och det ständiga behovet av lägre produktionskostnader. Makrotrender under de senaste 20 åren visar att tillverkarnas huvudsakliga fokus har varit att minska antalet steg i produktionen och därmed förkorta den sammanlagda tillverkningstiden (TMT). Detta har lett till mer automatiserade processer, dock fortfarande i cellmiljö, med mindre manuell hantering.
Maskiner, verktyg och CAM kommer att fortsätta att utvecklas, vilket kommer att hjälpa tillverkningsindustrin att anpassa sig till de nya utmaningarna i framtiden.
Vad gäller automatisering så ligger svarvarna efter fleroperationsmaskinerna, men vi räknar med att viktig utveckling och även paradigmskiften kommer att ske inom följande områden:
- Högre skärvätsketryck för spånkontroll, Coromant Capto® klarar redan upp till 200 bar (2900 psi)
- Automatisk verktygsväxling, med robotar eller portalladdare
- Standardisering för att öka effektiviteten och kommunikationen.
- Revolvergränssnitt – Liksom på fleroperationsmaskiner där vanliga spindelgränssnitt möjliggör verktygsrationalisering behövs ett nytt ISO-gränssnitt för vanliga spännenheter
- Produktdata – Definitionen av vanliga verktyg i ISO13399 ger oss framtidens tillverkningsspråk för att beskriva verktygsdata.
Snabbväxling i svarvar
Svarvar har snabb verktygsindexering men normalt lägre utnyttjandegrad än fleroperationsmaskiner på grund av den tid som går åt för verktygsväxling och riggning. Använd snabbväxlingshållare för att lägga mer tid på bearbetningstid i stället för mätning, konfiguration och verktygsväxling.
Automatisk verktygsbyte i svarvar
För svarvar med en ATC-MACU-revolver finns automatisk verktygsväxling för statiska och drivna verktygshållare.
Läs mer om automatisk verktygsväxling i svarvar.

Så löser du problem med begränsad ställängd
Varje maskin har en maximal swingdiameter för revolvern. Alla utvändiga överhäng måste ligga inom denna diameter för att revolvern ska kunna rotera utan att krocka. Skärenheter för svarvning har en gemensam längd och offsetförskjutningsdimension för respektive Coromant Capto®-storlek.
Spännenheterna för varje maskinrevolvergränssnitt är utformade så att standardskärenheterna passar inom revolverns swingdiameter. När du använder drivenheter bör du också hålla verktyget så kort som möjligt, inte bara för att få plats inom swingdiametern utan också för att öka stabiliteten.
Lagren på en drivenhet ligger mycket närmare varandra än i en fleroperationsmaskin. Den korta ställängden minskar vibrationerna, vilket möjliggör ökad produktivitet med högre säkerhet. För utvändiga verktyg, som överstiger standardskärenhetslängden, kan revolverns swingdiameter ofta vara begränsande.
För applikationer som kräver långa insticksdjup finns Coromant Capto® korta verktyg som ger kortaste ställängden och får plats inom revolvers släppningsavstånd. Coromant Capto® korta verktyg saknar verktygsväxlarspår och är endast avsedda för manuell verktygsväxling.



Exempel på Coromant Capto®-verktyg, utan och med verktygsväxlarspår
