
Val av chuck

Chuckar används för att hålla verktyg med runt skaft. Det finns chuckar i många utföranden, och valet av chuck beror på:
- Applikation: pinnfräs, borr, gängtapp, brotsch
- Komponentens material och tolerans
- Produktion: hög volym eller blandad
- Skärvätska: torrt, emulsion, minimalsmörjning – genom verktyget eller utvändigt
Chuckjämförelse
I tabellen nedan jämförs olika utföranden av chuckar, vilket kan hjälpa dig att välja den lämpligaste chucken.
 |  |  |  |  | |
| Hydraulisk chuck med hög precision | Krympchuck | Kraftchuck | ER-hylschuck | Weldon | |
| Utdrags- säkerhet, vridmoment- överföring | Mycket bra | Mycket bra | Bra | Godkänt | Mycket bra |
| Enkel hantering | Mycket bra | Godkänt | Bra | Bra | Mycket bra |
| Hög precision | Mycket bra | Mycket bra | Bra | Godkänt | Godkänt |
| Flexibilitet | Mycket bra | Bra | Mycket bra | Mycket bra | Godkänt |
| Åtkomlighet | Mycket bra | Mycket bra | Godkänt | Bra | Godkänt |
Cylindriskt skaft
Det cylindriska skaftet spänns fast jämnt och används för bästa rundgångsnoggrannhet vid fräsning, borrning och brotschning. Eftersom det inte har spännplan eller lås finns det en nedre gräns i moment- och axialkraften innan skaftet rör sig i hållaren.
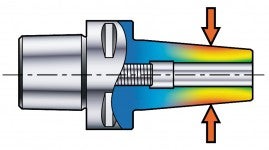
Hydraulisk chuck
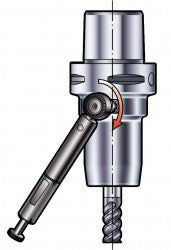
Det hydrauliska membranet ger hög spännkraft och rundgångsnoggrannhet. Det är mycket enkelt att hantera utan behov av särskild utrustning. Man kan använda hylsor som minskar antalet nödvändiga chuckar och som gör att skärvätska kan matas genom verktyget (borrning) eller genom hylsorna (fräsning).
Krympchuck
Chuckens hål är något mindre än skaftdiametern. Chucken värms upp så att den expanderar för verktygsbyte. På grund av värmeexpansionen mellan hållaren och verktygsskaftet används krympchuckar huvudsakligen för solida hårdmetallverktyg. Uppvärmningsutrustning behövs för verktygsbytet och varje chuck är endast avsedd för en skaftdiameter och skärvätsketillförsel enbart genom skaft. Det gör att krympchuckar är bäst lämpade för produktion med ett förinställningsrum för verktygsbyte.
Krympchuckar ger god åtkomlighet och hög rundgångsnoggrannhet, med medelhög till hög spännkraft.
ER-hylschuck (DIN6499)

Rundgångsnoggrannheten och spännkraften är inte lika bra som hydrauliska chuckar eller krympchuckar. Men den höga flexibiliteten avseende hylsor gör ER-hylschucken till en ekonomisk allround-chuck för borrning och lätta fräsapplikationer. Verktygsbytet kan hanteras vid maskinen med en fixtur. Använd en momentnyckel så att chucken inte dras för hårt, eftersom det minskar noggrannheten och skadar chucken.
Skaft med spännplan
Skaft med spännplan används för högre vridmomentapplikationer där vridsäkerheten är viktigare än rundgångsnoggrannheten.

Borradapter för skaft ISO9766

Borradaptern passar medelstora till stora borroperationar. Planet ligger längs hela skaftet, eftersom borret endast har axiella tryckkrafter (ingen risk för utdrag), utan har axiell plankontakt med adaptern för bästa stabilitet. Borradaptern skiljer sig från Weldon-adaptern på så sätt att adapterns frontyta är slipad och skaftet är längre för bästa stabilitet.
Weldon-adapter för skaft DIN 6535-HB
Weldon- eller ”fräs”-adaptern var den traditionella chucken för fräsapplikationer. De korta spännplanen ger vridmomentmotstånd och utdragssäkerhet. Men nackdelen med Weldon är rundgångsnoggrannheten, som är en viktig faktor för fräsverktygens prestanda. Denna typ av chuck ersätts allt oftare av krympchuckar eller hydrauliska chuckar.


Modulär skruvkoppling

Det modulära skruvkopplingsgränssnittet har många fördelar för fräsning och uppborrning. På mindre maskiner behövs ingen chuck, vilket ger kortare kritiska ställängder och en dramatisk minskning av vibrationerna. För långa överhäng kan skaftets material och form optimeras enklare än med solida verktyg.
För fräsning är långa solida hårdmetallverktyg kostsamma och när endast änden används kan verktygskostnaderna minskas betydligt.
Maskingränssnittsadaptrar
Används huvudsakligen för små och medelsmå maskinspindlar (HSK40/50/63 – ISO-kona #30, 40 – C3/C4/C5/C6). Alla andra chuckar gör att uppsättningens längd ökar. Minska ställängden under tre gånger flänskontakten för att minska vibrationerna och öka produktiviteten.

Cylindrisk – stål/solid hårdmetall
Skaftets längd väljs för att ge bästa utstickslängd från chucken. Stål används upp till 3×D och solid hårdmetall upp till 8×D.

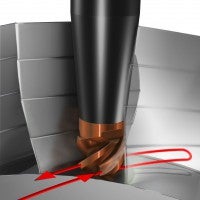
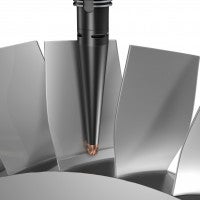
Konisk – stål/solid hårdmetall
Den koniska formen har stor betydelse för stabiliteten. Koniska bör alltid användas där utrymmet tillåter, samt för 5-axlig bearbetning. Att ersätta koniska solida hårdmetallpinnfräsar har stor påverkan på kostnaderna för verktygsuppsättningen. Koniska skaft finns i cylindriska skaft och Coromant Capto® för stål.
G-underdimensionerat – hårdmetall
Över tre gånger skaftdiametern är vibrationer alltid ett problem. Optimering av utstickslängden till ett absolut nödvändigt minimum gör skillnad. G-skaft i underdimension är 0,3 mm (0,012 tum) mindre än fräsdiametern, och när de används i kombination med speciella hylsor för hydrauliska chuckar kan skaftlängden enkelt ändras. Applikationsområdet är från 3–6 gånger skaftdiametern.

Cylindriskt skaft med kvadratisk drivning för gängning
Gängtappsadaptrar är konstruerade för gängningscykler i maskiner utrustade med automatisk verktygsväxling. En konstruktion baserad på drag och tryck kompenserar för skillnader mellan spindelmatning och gängstigning. Även mikroskopiska skillnader mellan beräknad matning och gängans faktiska stigning kan leda till extremt högt axialtryck på gängtappsflänsarna och ett ökat skärtryck. Vid gängning med gängtapp med cylindriskt skaft med fyrkant är det viktigt att du använder en gängtappsadapter med samma storlek som skaftet/fyrkanten.
Chuckar för synkroniserad gängning

Chuckar för synkroniserad gängning, som CoroChuck® 970, bygger på en mikrokompensator, som justerar radiella och axiella avvikelser. Axialtrycket på gängtappsflankerna minskar, vilket leder till bättre ytkvalitet och längre verktygslivslängd. Chuckar för synkroniserad gängning använder ER-hylsor med kvadratisk drivning. Man bör inte använda en hylsa utan kvadrat, eftersom det högre vridmomentet gör att gängtappen roterar i hylsan.
Snabbväxling

För gängtappsadaptrar med snabbväxling är det även viktigt att man använder en gängtappsadapter av rätt storlek för att inte riskera brott på gängtappen eller att den färdiga gängan inte uppfyller toleranskraven.
För bästa resultat från maskiner som inte är utrustade för synkroniserad gängning bör man följa dessa rekommendationer:
- Programmera maskinmatningen 10 % lägre än det teoretiska värdet (gängstigningsvarvtalet). På så sätt kommer gängan att skäras med exakt stigning
- Minska gängningsdjupet med 10 % för att undvika brott på gängtappen
- Vid gängning av långa hål i mjuka material, t.ex. aluminium, ska matning och djup minskas med 3–5 %
Val av chuck/rekommendationer
| Chuck | Första val | Andra val |
| Vändskärsborr | Borradapter | |
| Borr med utbytbar spets | Hydraulisk chuck med hög precision (används endast med hylsa) Borradapter | |
| Solid hårdmetallborr | Hydraulisk chuck med hög precision Krympchuck | ER-hylschuck |
| Brotschar | Hydraulisk chuck med hög precision Krympchuck | ER-hylschuck |
| Gängtappar | Chuck för synkroniserad gängning | ER-hylschuck Snabbväxling |
| Pinnfräs med vändskär | Hydraulisk chuck med hög precision | Weldon-adapter |
| Pinnfräs med utbytbart huvud | Hydraulisk chuck med hög precision (stora maskiner och långa överhäng) | Adapter med utbytbart huvud (små och medelstora maskiner och korta överhäng) |
| Pinnfräs av solid hårdmetall | Hydraulisk chuck med hög precision Krympchuck | ER-hylschuck |
