Rozwiązywanie problemów dotyczących toczenia gwintów
Uważna obserwacja płytki/ ostrza po obróbce pomaga wydłużyć trwałość, poprawić jakość gwintów i umożliwia zwiększenie prędkości skrawania. Poniższa lista przyczyn i sposobów zapobiegania różnym rodzajom zużycia pomoże uzyskać dobre wyniki w obróbce gwintów.
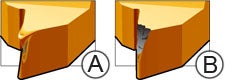
Deformacja plastyczna
Rozpoczyna się od deformacji plastycznej (A), która powoduje wykruszanie się ostrza (B).
Zbyt wysoka temperatura w strefie skrawania
Za mało chłodziwa
Niewłaściwy gatunek
a) Zmniejszyć prędkość skrawania, zwiększyć liczbę przejść b) Zmniejszyć największą głębokość dosuwu, sprawdzić średnicę przed rozpoczęciem toczenia gwintu
Poprawić efektywność podawania chłodziwa
Zastosować gatunek o większej odporności na deformację plastyczną
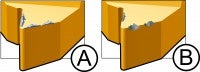
Powstawanie narostu na krawędzi
Narost (A) i wykruszanie krawędzi (B) często występują razem. Nagromadzony narost odrywa się razem z cząstkami materiału płytki, powodując wykruszanie krawędzi.
Często występuje w stalach nierdzewnych i stalach niskowęglowych
Niewłaściwy gatunek lub zbyt niska temperatura krawędzi skrawającej
Zwiększyć prędkość skrawania
Wybrać płytkę o dobrej udarności, najlepiej z pokryciem nakładanym metodą PVD
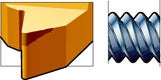
Wyłamanie płytki
Niewłaściwa średnica otworu pod gwint
Zbyt duży dosuw
Niewłaściwy gatunek
Słaba kontrola wiórów
Nieprawidłowe ustawienie narzędzia względem osi obrotu przedmiotu
Przed wykonaniem gwintu należy wytoczyć właściwą średnicę, zostawiając naddatek 0.03–0.07 mm (0.001–0.003 cala) na stronę
Zwiększyć liczbę przejść. Zmniejszyć wartość największego dosuwu
Zastosować bardziej udarny gatunek
Wybrać płytkę o geometrii C i zastosować zmodyfikowany boczny dosuw wgłębny
Zadbać o prawidłowe ustawienie ostrza w osi obrotu przedmiotu
Szybkie starcie powierzchni przyłożenia
Materiał obrabiany o dużej ścierności
Zbyt duża prędkość skrawania
Zbyt mała głębokość dosuwów
Ostrze płytki ustawione powyżej osi obrotu przedmiotu
Niewłaściwy gatunek. Zastosować gatunek o większej odporności na ścieranie
Zmniejszyć prędkość skrawania
Zmniejszyć liczbę przejść
Zadbać o prawidłowe ustawienie ostrza w osi obrotu przedmiotu
Nadmierne starcie na powierzchni przyłożenia
Zbyt duża chropowatość powierzchni na jednej z bocznych powierzchni gwintu.
Niewłaściwa metoda dosuwu
Kąt pochylenia płytki nie jest zgodny z kątem wzniosu linii śrubowej gwintu
Zastosować inną metodę bocznego dosuwu wgłębnego; kąt dla geometrii F i A: 3 - 5° względem zarysu, w przypadku geometrii C: 1° względem zarysu
Zmienić płytkę podporową, aby uzyskać odpowiedni kąt pochylenia
Drgania
Niewłaściwe mocowanie przedmiotu obrabianego
Niewłaściwe ustawienie narzędzia
Niewłaściwe parametry skrawania
Nieprawidłowe ustawienie narzędzia względem osi obrotu przedmiotu
a) Zastosować miękkie szczęki b) Jeśli wykorzystywane jest podparcie konikiem, zoptymalizować wielkość nakiełka w obrabianym przedmiocie i sprawdzić nacisk podparcia konikiem/zabieraka czołowego
a) Zastosować jak najkrótszy wysięg b) Sprawdzić, czy tuleja mocująca wytaczaka nie jest zużyta c) Zastosować wytaczaki z tłumikiem drgań przeznaczone specjalnie do toczenia gwintów
Zwiększyć prędkość skrawania; jeśli problem się utrzymuje, znacznie zmniejszyć prędkość i spróbować użyć geometrii F
Zadbać o prawidłowe ustawienie ostrza w osi obrotu przedmiotu