
Normy dla gwintów i tolerancje otworów pod gwint
Normy dla gwintów
Gwintowniki produkowane są zgodnie z jedną z pięciu norm: ISO, ANSI, DIN, DIN/ANSI i JIS. DIN oraz ISO to normy powszechnie stosowane na całym świecie, norma ANSI jest najpopularniejsza w Ameryce, a JIS w Azji.
- Normy ISO, ANSI i JIS opisują gwintowniki o krótkiej długości całkowitej OAL i są dość podobne, pomijając średnicę chwytu, która w normie ANSI jest calowa, a w normach ISO i JIS - metryczna
- W normie DIN występuje metryczna średnica chwytu i większe długości całkowite
- DIN/ANSI opisuje średnicę chwytu według normy ANSI, a długość całkowitą według normy DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
Wymiary chwytu i zabieraka kwadratowego według normy ISO

| Średnica chwytu (DMM),mm | Zabierak (WSC), mm | ISO 529 metryczny | ISO 529 UNC/UNF BSW/BSF | ISO2283 metryczny | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Wymiary chwytu i zabieraka kwadratowego według normy DIN
| Średnicachwytu (DMM), mm | Zabierak (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Wymiary chwytu i zabieraka kwadratowego według normy ANSI

| Średnica chwytu (DMM), cale | Zabierak (WSC), cale | ASME B94.9 wielkości obrabianych śrub | ASME B94.9 wielkości ułamk. | ASME B94.9 wielkości metryczne |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Wymiary chwytu i zabieraka kwadratowego według normy JIS

| Średnica chwytu (DMM), mm | Zabierak (WSC), mm | Wielkość |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Odchyłki wymiaru średnicy otworu pod gwint
| Klasa tolerancji gwintownika |
| ISO | DIN | ANSIBS | Pole tolerancji gwintu wewnętrznego (nakrętki) | Application |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Pasowanie ciasne |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Pasowanie zwykłe |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Pasowanie luźne |
| - | 7 G | - | 7 G 8 G | Pasowanie przestronne dla następujących rodzajów obróbki lub pokrycia |
Klasa tolerancji gwintownika a pole tolerancji gwintu wewnętrznego (nakrętki)
Typowa tolerancja gwintownika to ISO 2 (6H), zapewniająca przeciętną jakość dopasowania śruby i nakrętki. Przy węższej tolerancji (ISO 1) uzyskujemy dokładne dopasowanie bez odstępu między powierzchniami bocznymi śruby i nakrętki. Przy szerszej tolerancji (ISO 3) uzyskujemy mniej dokładne dopasowanie z dużym odstępem. Jest to potrzebne w sytuacji, gdy nakrętka będzie pokrywana lub jeśli potrzebne jest pasowanie przestronne. Asortyment gwintowników o tolerancjach 6H (ISO2) i 6G (ISO3) oraz 6G i 7G uzupełniają modele o tolerancjach pośrednich 6HX i 6GX. “X” oznacza tolerancję nieujętą w normie, dla gwintowników pracujących w materiałach wytrzymałych lub o wysokiej ścierności, np. żeliwie. Przy obróbce tych materiałów nie występują problemy z nadwymiarowością, dlatego w celu zwiększenia trwałości można stosować wyższe tolerancje. Szerokość pola tolerancji między 6H i 6HX jest równa. Gwintowygniataki mają zazwyczaj tolerancję 6HX lub 6GX.
Gwinty rurowe odpowiadają zazwyczaj następującym normom:
- Gwinty G: norma ISO 228-1. Jedna klasa tolerancji gwintownika dla gwintów wewnętrznych
- Gwinty Rc i Rp: norma ISO 7-1
- Gwinty NPT i NPSM: norma ANSI B1.20.1
- Gwinty NPTF i NPSF: norma ANSI B1.20.3
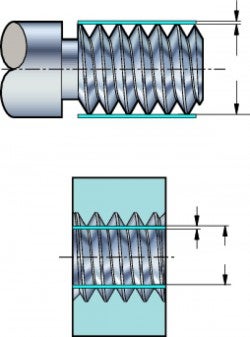
Ustalanie tolerancji
Szerokość pola tolerancji gwintownika zaprojektowanego do wykonywania gwintu o określonym polu tolerancji jest znacznie mniejsza niż szerokość pola tolerancji gotowego gwintu. Ustalenie tolerancji gwintownika jest potrzebne po to, by gwintownik wykonywał prawidłowy gwint od pierwszego zwoju. Gwintownik stopniowo zużywa się podczas pracy, aż staje się za mały, by wykonać gwint o właściwych parametrach (poniżej dolnej odchyłki pola tolerancji sprawdzianu przechodniego). Najlepiej jest ustalić tolerancję gwintownika dla górnej części pola gwintu wewnętrznego; w takiej sytuacji istnieje jednak znaczne ryzyko, że zostanie wykonany gwint nadwymiarowy (powyżej górnej odchyłki pola tolerancji sprawdzianu nieprzechodniego). Dla materiałów, w których nie występuje problem z nadwymiarowością, ustalane są węższe tolerancje “X“. Tym samym trwałość ulega zwiększeniu, ponieważ może wystąpić większe zużycie gwintownika, zanim wykonywany gwint stanie się zbyt mały.
Tolerancje dla normy DIN
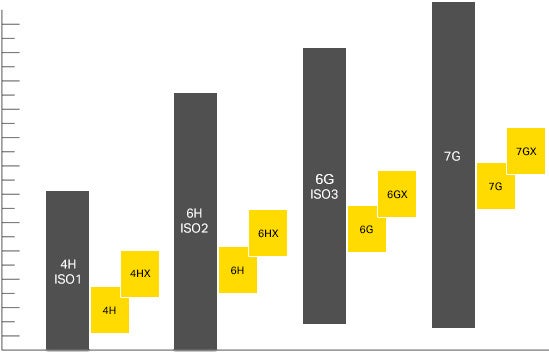
 | Pola tolerancji gwintów Pola tolerancji gwintowników |
Tolerancje dla normy ANSI
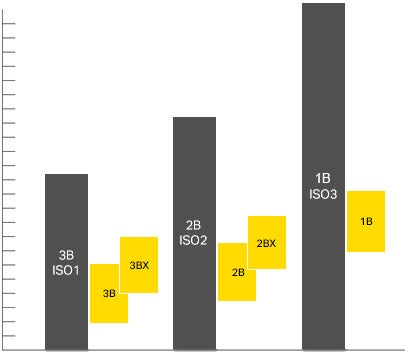
| Pola tolerancji gwintów Pola tolerancji gwintowników |
