
Wskazówki dotyczące gwintowania

W jaki sposób stosować gwintowniki do obróbki gwintów
Dobre wyniki gwintowania zależą od kilku ważnych czynników, które mają wpływ na jakość gotowego produktu. W celu zapewnienia dobrych rezultatów obróbki gwintu zalecamy następujące postępowanie.
- Wybrać model gwintownika odpowiedni do obrabianego materiału i rodzaju otworu pod gwint. Patrz rozdział W jaki sposób wybrać odpowiedni rodzaj gwintownika.
- Zapewnić bezpieczne mocowanie obrabianego przedmiotu – ruchy na boki mogą doprowadzić do złamania narzędzia lub wykonywania gwintów niskiej jakości.
- Wybrać wiertło odpowiedniego do obrabianego materiału i średnicy otworu.
- Zawsze należy upewnić się, czy utwardzenie materiału podczas obróbki występuje tylko w minimalnym stopniu (sprawdzić stan wiertła).
- Wybrać odpowiednią prędkości skrawania.
- Wybrać chłodziwo odpowiednie do zastosowania. Patrz rozdział "W jaki sposób stosować chłodziwo podczas gwintowania" poniżej.
- W zastosowaniach z wykorzystaniem kodów sterowania numerycznego upewnić się, czy wartość posuwu wybrana dla programu jest odpowiednia. Jeśli w użyciu są oprawki z gumowymi tulejami zaciskowymi, zaleca się posuw na poziomie 95% - 97% długości podziałki, aby gwintownik pracował swobodnie z odpowiednim momentem, ograniczając konieczność stosowania oprawek z kompensacją. Dzięki temu, gwintownik ma swobodę ruchów w osi i jest ustawiany prostopadle w otworze. Narzędzie jest też chronione przed złamaniem, jeśli przez przypadek uderzy w dno otworu nieprzelotowego.
W jaki sposób stosować chłodziwo podczas gwintowania
Chłodziwo to istotny czynnik, decydujący o dobrych wynikach gwintowania. Sposób doprowadzenia chłodziwa (wewnętrznie lub zewnętrznie) wpływa na odprowadzanie wiórów, jakość gwintu i trwałość.
Wewnętrzne doprowadzenie chłodziwa
Chłodziwo doprowadzane wewnętrznie zawsze usprawnia odprowadzanie wiórów, zwłaszcza w materiałach generujących długie wióry i przy gwintowaniu głębokich otworów (2-3xD). Dzięki właściwemu chłodzeniu strefy skrawania, zużycie ostrza jest mniejsze.

Zewnętrzne doprowadzenie chłodziwa
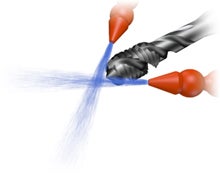
Najczęstsza metoda doprowadzania chłodziwa, wykorzystywana przy korzystnym przebiegu formowaniu wiórów. Dla poprawy odprowadzania wiórów, przynajmniej jedna dysza (dwie dla wiertła nieruchomego) powinna być skierowana bezpośrednio na oś narzędzia.
Różne rodzaje cieczy obróbkowych
Istnieją różne rodzaje cieczy obróbkowych: na bazie oleju mineralnego, chłodziwo syntetyczne, chłodziwo półsyntetyczne, na bazie oleju roślinnego lub czysty olej. Zawsze należy pamiętać, jakiego typu ciecz obróbkowa jest stosowana w obrabiarce oraz jaką zawartość oleju zastosować.
Emulsja na bazie oleju mineralnego
- Poprawia efektywność obróbki
- Najpopularniejszy wariant w operacjach gwintowania
- Zawartość oleju 5-7% dla stali8-12% dla udarnych stali i stali nierdzewnej
- W zwykłych warunkach, stabilna emulsja bezpieczna dla obrabiarki
Chłodziwo syntetyczne
- W mniejszym stopniu niż inne rodzaje chłodziwa poprawia efektywność gwintowania
- Bezwzględnie należy skonsultować z producentem zasady mieszania i inne zalecenia dla operacji gwintowania
- Stabilne, ale może być niekorzystne dla obrabiarki
Chłodziwo półsyntetyczne/ emulsja
- Stosunkowo nowe rozwiązanie
- Zwykle poprawia efektywność obróbki
- Zalecane do bardzo różnych materiałów
- Zalecane do wszystkich rodzajów obrabiarek
- Stabilna emulsja
Emulsja na bazie oleju roślinnego
- Parametry do operacji gwintowania najlepsze ze wszystkich emulsji
- Niezbyt popularne
- Zawartość oleju 6-8% dla stali nierdzewnej10-12% dla udarnych stali nierdzewnych i nietypowych rodzajów stali
Czysty olej
- Stosowany zazwyczaj w tokarkach i obrabiarkach do małych przedmiotów
- Zapewnia optymalne warunki podczas gwintowania
- Stabilna emulsja
Zawsze należy skonsultować z producentem zalecenia w zakresie mieszania i zawartości oleju.
