
Fresatura dei raccordi interni
La fresatura dei raccordi interni richiede un'attenta considerazione dell'arco in presa della fresa e della velocità di avanzamento più adeguata.
Considerazioni
- Quando si spinge la fresa nei raccordi interni, l'arco in presa radiale aumenta e aumentano i requisiti che deve avere il tagliente
- Spesso, il processo diventa instabile, creando vibrazioni e un processo non sicuro
- Le forze di taglio incostanti producono spesso "intagli" nel raccordo
- Esiste inoltre il rischio di sbordatura dei taglienti o rottura completa dell'utensile
Fresatura tradizionale dei raccordi
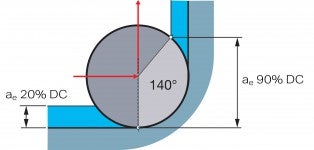
Raggio di punta = 50% x DC
Soluzione – limitare l'arco di impegno
Utilizzando un raggio programmato (fresatura circolare) per ridurre l'arco in presa e un taglio radiale per ridurre la tendenza alle vibrazioni, è possibile aumentare profondità di taglio e velocità di avanzamento nella fresatura dei raccordi interni.
- Lavorare un raggio di punta più grande di quello riportato nello schema. Talvolta ciò può servire a utilizzare una fresa di diametro maggiore, in fase di sgrossatura, per ottenere una produttività elevata
- In alternativa, utilizzare una fresa con valore Dc più piccolo, per fresare il raggio di punta desiderato
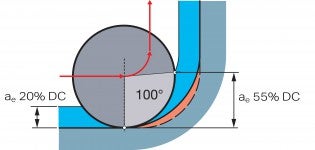
Lavorare un raggio del componente superiore,
Raggio di punta = 75% x DC
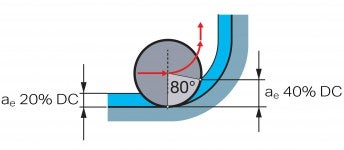
Usare una fresa più piccola,
Raggio di punta = 100% x DC
Sgrossatura
Un raggio programmato del 50% DC è quello ottimale.
Finitura
Per la finitura, non è sempre possibile avere un raggio così ampio; tuttavia, il diametro della fresa non deve essere superiore a 1,5 volte il raggio del componente (ad es. raggio di punta di 10 mm (0.394 poll.) = 15 mm (0.591 poll.) max.
