Lavorazione di piani inclinati: lineare e circolare a due assi
Che cosa serve per il successo della lavorazione di piani inclinati?
La lavorazione di piani inclinati lineare è un metodo efficiente e frequentemente utilizzato per lavorare cave, tasche e cavità chiuse senza utilizzare una punta.
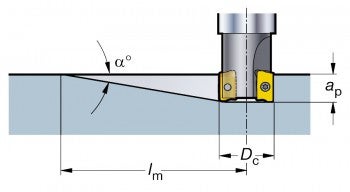
La lavorazione di piani inclinati lineare prevede l'avanzamento simultaneo in direzione assiale (Z) e in direzione radiale (X o Y) ovvero su due assi.
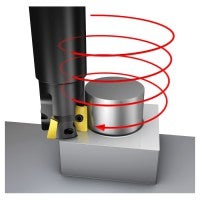
La lavorazione di piani inclinati circolare (detta anche interpolazione elicoidale, interpolazione a spirale, foratura orbitale, ecc.) prevede un movimento simultaneo in un percorso circolare (X e Y) con avanzamento assiale (Z) a un determinato passo ed è sempre un'alternativa alla foratura.
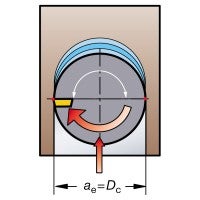
La lavorazione di piani inclinati circolare è sempre preferibile alla lavorazione di piani inclinati lineare (lavorazione di cave dal pieno) perché, grazie alla riduzione del taglio radiale, l'interpolazione elicoidale è un processo molto più regolare. Permette la fresatura concorde pura e assicura una migliore evacuazione truciolo. La fresatura concorde è garantita dalla rotazione in senso antiorario.
Lavorazione di piani inclinati a due assi – lineare
Come procedere alla lavorazione di piani inclinatiUn processo di taglio complesso
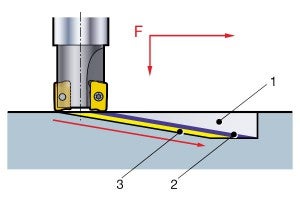
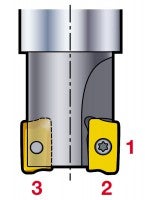
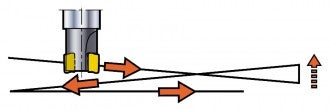
Sono tre i processi di taglio che avvengono simultaneamente durante la lavorazione di piani inclinati lineare:
1) Taglio periferico con l'inserto anteriore.
2) Taglio del fondo con l'inserto anteriore.
3) Taglio del fondo con l'inserto posteriore.
Le forze di taglio sono sia assiali che radiali.
La lavorazione di cave dal pieno aumenta anche le sollecitazioni sull'utensile - ae=Dc - generando forze radiali importanti e trucioli lunghi.
Consigli di lavorazione
- Ridurre l'avanzamento al 75% del valore normale
- Quando la fresatura di cave viene eseguita subito dopo la lavorazione di piani inclinati, è importante proseguire con un avanzamento inferiore, per una distanza corrispondente al diametro della fresa, fino a quando l'inserto posteriore smette di tagliare
- Utilizzare fluido da taglio per favorire l'evacuazione truciolo
- Ridurre il raggio dell'utensile per diminuire l'area di contatto
- La lavorazione di piani inclinati lineare dovrebbe essere limitata a cave di larghezza inferiore a 30 mm, se l'accesso per la lavorazione di piani inclinati circolare è limitato
Lavorazione di piani inclinati progressiva
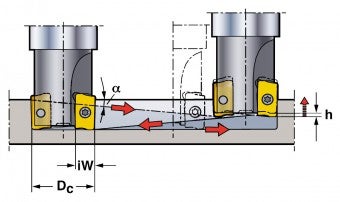
Quando occorrono diverse passate per realizzare una cava profonda, è possibile aumentare la produttività lavorando in entrambe le direzioni (lavorazione di piani inclinati progressiva) anziché in una sola (lavorazione di piani inclinati a passata singola).
Nota: quando avanza al massimo angolo di penetrazione, prima di cambiare direzione la fresa deve essere sollevata della distanza h. Ciò serve a evitare di danneggiare la parte centrale del corpo fresa.
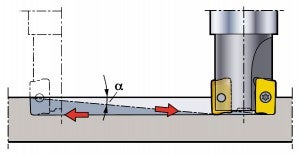
Lavorazione di piani inclinati a passata singola.
Correzione del percorso utensile
Lavorazione di piani inclinati progressiva al massimo angolo di penetrazione.
Il raggio dell'inserto incide sul massimo angolo di penetrazione
Esempio:
Le curve riportate nel diagramma sono valide per i raggi minimo e massimo. Per i raggi intermedi, procedere all'interpolazione.
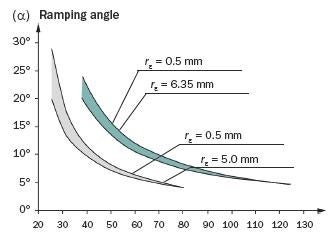
Diametro utensile, Dc mm

= Dimensioni inserto 22

= Dimensioni inserto 16
Lavorazione di piani inclinati a due assi – circolare

Considerazioni sul processo
Per la lavorazione di piani inclinati circolare, vanno presi in considerazione tre fattori importanti che, se non valutati correttamente, possono creare problemi.
- Selezione del diametro della fresa in base alla dimensione del foro
- Passo per giro
- Velocità di avanzamento
1. Selezione del diametro della fresa in base alla dimensione del foro
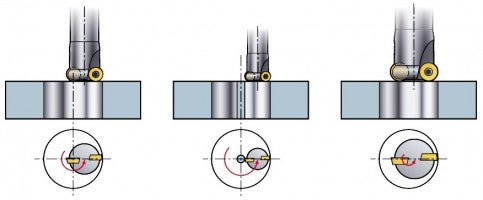
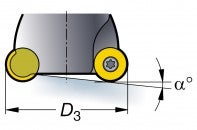
La scelta della dimensione della fresa è molto importante quando si utilizzano frese che non hanno tagliente al centro. Il diametro della fresa assicura che l'inserto tagli lungo l'asse del foro.
Il diametro della fresa è troppo piccolo e lascia una "carota" al centro – come nella foratura ad enucleare. Questo è accettabile per le grandi aperture ma la "carota" deve essere supportata perché tende a cadere.
Se la fresa è troppo grande, l'inserto non lavora l'asse del foro e si forma un piolo che costituirà un intralcio sul fondo della fresa.Diametro massimo del foro
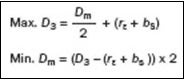
- Il diametro massimo del foro, Dm, che può essere ottenuto con una spirale continua è 2 x D3
- Si tratta di una lavorazione di cave dal pieno e lascia un piolo al centro di un foro cieco
- Il piolo viene rimosso avanzando verso il centro per ottenere un fondo piatto
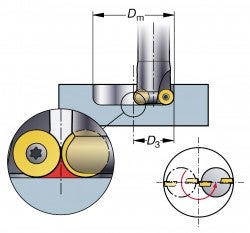
Diametro max del foro Dm
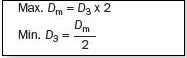
Fresatura di un fondo piatto
- Verificare che non vengano lasciati pioli sul fondo di un foro piatto; è necessario considerare il raggio dell'inserto
- La fresa è troppo grande ed è impossibile rimuovere il piolo avanzando verso il centro
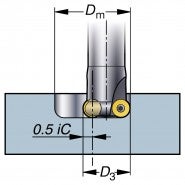
Diametro min del foro Dm
Diametro min del foro Dm
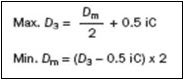
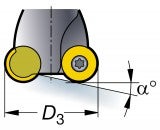
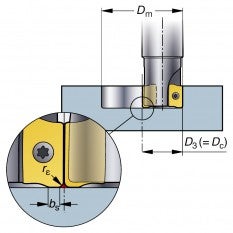
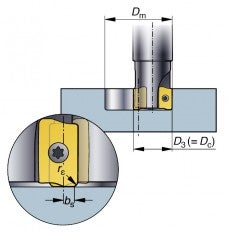
Diametro minimo di un foro passante
- Il diametro minimo che evita la collisione del corpo fresa in caso di taglio non centrale
- b è il massimo incremento di passata consentito per la lavorazione a tuffo ed è lo stesso valore della sovrapposizione massima
- Per gli inserti rotondi, b dovrebbe essere calcolato come b = 0.8 x iC
- Il piolo non può essere rimosso.
2. Passo (P)
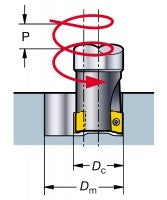
Il passo non può superare il valore ap massimo della fresa e dipende da diametro del foro, diametro della fresa e angolo di penetrazione.
3. Velocità di avanzamento
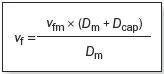
L'avanzamento dipende sempre dal valore hex che corrisponde alla velocità di avanzamento periferico, vfm. Tuttavia, diverse macchine richiedono un avanzamento del centro dell'utensile, vf, che deve essere calcolato di conseguenza:
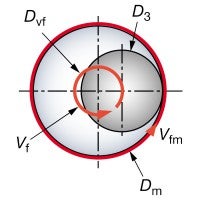
Dvf = percorso programmato della fresa
Velocità di avanzamento:
vfm = quando si usa la compensazione del raggio
vf = quando si usa l'avanzamento del centro dell'utensile
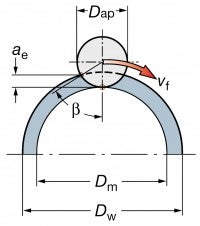
Lavorazione di piani inclinati circolare ed esterna
Lavorazione di piani inclinati circolare ed esterna (3 assi)

Fresatura circolare ed esterna (2 assi)
Che cosa serve per il successo della lavorazione di piani inclinati circolare ed esterna?
Rispetto alla lavorazione di piani inclinati/fresatura circolare interna:
- L'avanzamento del centro dell'utensile, vf, viene aumentato anziché ridotto
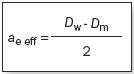
- La profondità radiale, ae, diventa molto più piccola durante la fresatura esterna ed è quindi possibile usare un velocità di taglio superiore
- Il valore di hex viene calcolato come per la contornatura
- Per il resto, la tecnica di programmazione è molto simile a quella per la fresatura interna di fori