
Fresatura di cave o scanalature
La fresatura di cave o scanalature è un'operazione in cui è preferibile usare frese a disco anziché a candela.
- Le cave o le scanalature possono essere corte o lunghe, chiuse o aperte, diritte o curve, profonde o superficiali, larghe o strette
- La selezione degli utensili è generalmente determinata dalla larghezza e profondità della scanalatura e, in qualche misura, dalla lunghezza
- Tipo di macchina disponibile e frequenza di funzionamento determinano se utilizzare una fresa a candela, una fresa per contornatura o una fresa combinata
- Le frese a disco offrono spesso il metodo più efficiente per la fresatura di grandi volumi di scanalature lunghe e profonde, specialmente quando si utilizzano fresatrici orizzontali. La diffusione delle fresatrici verticali e dei centri di lavorazione, tuttavia, comporta l'uso frequente di frese a candela e per contornatura in una varietà di operazioni di fresatura di scanalature
Confronto tra soluzioni di fresatura
Lavorazione con fresa a disco
+ Cave aperte
+ Cave profonde
+ Larghezza regolabile/tolleranze
+ Fresatura "a pacco"
+ Troncatura
+ Ampia gamma di prodotti per larghezze e profondità diverse
– Cave chiuse
– Solo scanalatura lineare
– Evacuazione truciolo

Fresatura con frese a candela
+ Cave chiuse
+ Cave superficiali
+ Cave non lineari
+ Versatilità (metodi aggiuntivi):
- Fresatura di cave trocoidale per materiali difficili (acciai duri, HRSA, ecc.)
- Fresatura a tuffo come soluzione ottimale per elevate sporgenze utensile
- Facile aggiunta di operazioni di semifinitura/finitura ulteriori
- Possibilità di usare una fresa a candela per operazioni diverse dalla fresatura di cave
– Cave profonde
– Forze elevate
– Sensibilità alle vibrazioni in caso di flessione
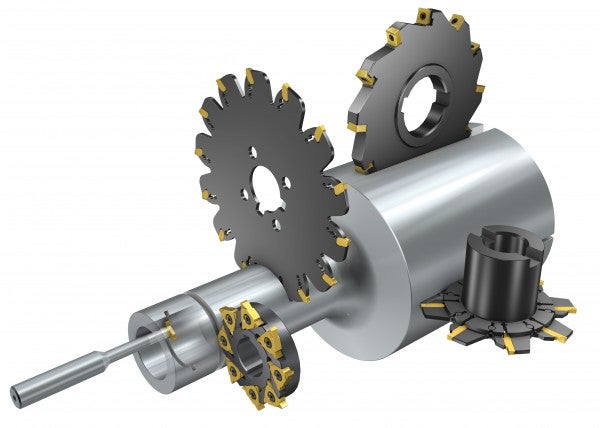
Lavorazione con fresa a disco

Le frese a disco possono gestire cave aperte, profonde e lunghe in modo più efficiente e fornire la migliore stabilità e produttività per questo tipo di fresatura. Possono essere montate anche in gruppi per lavorare più di una superficie nello stesso piano e allo stesso tempo.
Consigli applicativi
- Scegliere misura, passo e posizione della fresa in modo che almeno un tagliente sia sempre in taglio
- Controllare lo spessore dei trucioli per ottenere il massimo avanzamento per dente
- Nella fresatura difficile, controllare i requisiti di potenza e momento torcente. Attacchi a manicotto rigidi e sporgenze sono molto importanti nelle applicazioni in cui i manicotti hanno un'estremità libera
- Il fissaggio e il supporto del manicotto devono essere resistenti per gestire le forze di taglio originate dalla fresatura discorde
Fresatura concorde:
- Metodo di scelta prioritaria
- Usare un arresto saldo nella direzione delle forze di taglio tangenziali per evitare che spingano il pezzo in basso, contro la tavola. La direzione di avanzamento corrisponde alle forze di taglio, il che significa che rigidità ed eliminazione del gioco sfavorevole sono fattori importanti, poiché la fresa ha la tendenza a seguire un movimento ascendente
Fresatura discorde:
- Alternativa nelle applicazioni in cui insorgono problemi dovuti a rigidità insufficiente o quando si opera su materiali esotici
- Risolve i problemi causati da setup deboli e intasamenti da trucioli nelle scanalature più profonde
Volano:
- Buon complemento per i setup deboli e quando potenza e momento torcente sono ridotti
- Posizionare il volano il più vicino possibile all'utensile
- Rafforzare il montaggio del pezzo è sempre un buon investimento
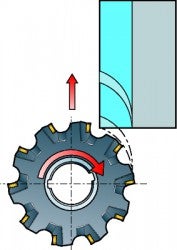
Fresatura di cave aperte con frese a disco
Calcolare l'avanzamento per dente
Un fattore critico nella fresatura periferica con frese a disco consiste nell'ottenere un avanzamento per dente adatto (fz). Valori insufficienti possono causare gravi svantaggi, pertanto occorre prestare sempre particolare attenzione nel calcolo di questo parametro.
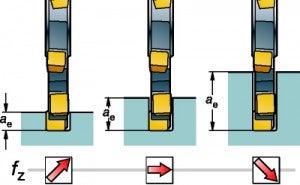
L'avanzamento per dente (fz) dovrebbe diminuire per le cave più profonde e aumentare per quelle più superficiali, al fine di mantenere lo spessore del truciolo massimo raccomandato. Ad esempio, quando si eseguono cave dal pieno con geometria M30, il valore iniziale di spessore truciolo massimo dovrebbe essere di 0.12 mm (0.005 poll.).
Nota: poiché due inserti lavorano insieme per tagliare l'intera larghezza della cava, l'avanzamento viene calcolato utilizzando la metà del numero di inserti (zn).
| ae / Dcap (%) | fz (mm/dente) | hex (mm) |
| 25 | 0.14 (0.006 poll.) | 0.12 (0.005 poll.) |
| 10 | 0.20 (0.008 poll.) | 0.12 (0.005 poll.) |
| 5 | 0.28 (0.011 poll.) | 0.12 (0.005 poll.) |
Profondità di taglio
Per le cave più profonde, è possibile ordinare una fresa speciale. Se occorre lavorare cave più profonde, l'avanzamento per dente dovrebbe essere ridotto. Se la cava è più superficiale, aumentare l'avanzamento.
Nota: La profondità di una cava può essere limitata dal diametro del mozzo, dalla forza di deformazione delle chiavette di trascinamento e dalla capacità dei vani di evacuazione truciolo.
Volano – macchine orizzontali
Solo alcuni denti sono impegnati contemporaneamente nelle operazioni con frese a disco, il che può generare pesanti vibrazioni torsionali dovute alla lavorazione intermittente. Ciò è dannoso per la lavorazione e la produttività.
- Utilizzare un volano è spesso una buona soluzione per ridurre le vibrazioni. I problemi provocati da potenza, momento torcente e stabilità insufficienti della macchina vengono spesso risolti dall'uso corretto dei volani
- L'esigenza di un volano aumenta nelle macchine piccole a bassa potenza o in quelle più usurate rispetto a macchine più grandi, stabili e potenti
- Posizionare il volano il più vicino possibile all'utensile
- Utilizzare un volano contribuisce a una lavorazione più fluida, che a sua volta comporta una riduzione di rumorosità e vibrazioni e aumenta la durata utensile
- Oltre che per la fresatura discorde, un volano può essere montato anche sul manicotto in cui è montata la fresa
- Per migliorare ulteriormente la stabilità in caso di lavorazione con fresa a disco, usare il volano più grande possibile consentito dall'applicazione
- Unire un certo numero di dischi rotondi in acciaio al carbonio, ciascuno con un foro centrale e una scanalatura per chiavetta adatta al manicotto rimane il metodo migliore per costruire un volano
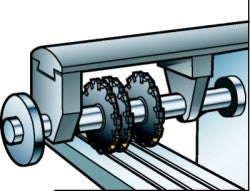
Fresatura "a pacco" con frese montate in modo sfasato
Le frese dotate di montaggio con alesaggio e 2 sedi per chiavetta possono essere disposte in modo sfasato per la fresatura di più di una cava contemporaneamente. Spostare le frese l'una rispetto all'altra aiuta ad evitare le vibrazioni. Questo riduce anche la necessità di volani.

Fresatura di cave e scanalature strette e poco profonde
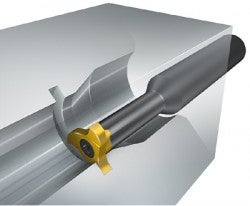

Le frese versatili hanno più inserti taglienti disponibili per adattarsi alla maggior parte delle piccole scanalature. Applicazioni comuni comprendono la lavorazione di scanalature per sedi di anelli elastici e anelli di tenuta interni e di piccole scanalature rette o circolari esterne, in particolare su componenti che non possono essere ruotati.
Scanalatura interna
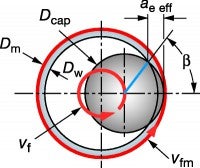
- Quando si usa la fresatura circolare, è opportuno programmare un'entrata adeguata.
- Considerare la relazione tra il diametro della fresa e il diametro del foro (Dc/Dw). Minore è tale relazione, maggiore sarà l'impegno.
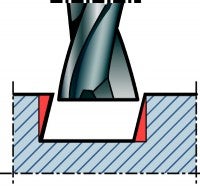
Fresatura di cave con frese a candela

La fresatura con frese a candela si utilizza per cave corte e poco profonde, scanalature e tasche chiuse e sedi per chiavetta. Le frese a candela sono gli unici utensili in grado di fresare cave chiuse dei seguenti tipi:
- Rette, curve o angolate
- Più grandi del diametro dell'utensile, tasche designate
Le operazioni di esecuzione di cave più pesanti sono spesso eseguite usando frese per contornatura.
Scelta degli utensili
Frese a candela e per contornatura
 |  |  |  | |
| Frese a candela in metallo duro integrale | Frese a candela per spianatura di spallamenti | Frese per contornatura | Frese a candela a testina intercambiabile | |
| Dimensioni macchina/mandrino | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Requisiti di stabilità | Elevati | Medi | Elevati | Ridotti |
| Sgrossatura | Ottima | Buona | Ottima | Accettabile |
| Finitura | Ottima | Buona | Accettabile | Ottima |
| Profondità di taglio ap | Grande | Media | Grande | Ridotta |
| Versatilità | Ottima | Buona | Accettabile | Ottima |
| Produttività | Ottima | Buona | Ottima | Buona |
Consigli applicativi
- Usare frese a candela dal taglio leggero con durata utensile lunga e prevedibile, montate in mandrini ad elevate prestazioni
- Ridurre al minimo la distanza tra il mandrino dell'utensile e il tagliente per ottenere la più corta sporgenza possibile
- Considerare l'avanzamento per tagliente per produrre trucioli di spessore soddisfacente. Usare frese con passo largo per evitare trucioli sottili, che possono generare vibrazioni, superfici insoddisfacenti e formazione di bave
- Usare la dimensione utensile più grande possibile per ottenere la migliori relazione diametro/lunghezza e garantire la massima stabilità
- Usare la fresatura concorde il più frequentemente possibile per ottenere l'azione di taglio più favorevole
- Verificare che i trucioli fuoriescano dalla scanalatura. Usare aria compressa per evitare un eventuale accumulo
- Utilizzare l'accoppiamento Coromant Capto® per migliorare stabilità e supporto verso il mandrino
Scanalatura con frese a candela

La lavorazione di una scanalatura o una cava, spesso chiamata esecuzione di cave dal pieno, comprende tre facce lavorate:
- Le cave chiuse ad entrambe le estremità sono tasche che richiedono frese a candela in grado di lavorare in direzione assiale
- La scanalatura dal pieno con una fresa a candela è un'operazione complessa. La profondità di taglio assiale deve normalmente essere ridotta a circa il 70% della lunghezza del tagliente. Anche la rigidità della macchina e l'evacuazione truciolo devono essere prese in considerazione per determinare il metodo migliore per l'operazione
- Le frese a candela sono sensibili agli effetti delle forze di taglio. La flessione e la vibrazione possono essere fattori limitanti, soprattutto ad elevate velocità di lavorazione e con lunghe sporgenze
Esecuzione di sedi per chiavetta
Per questa operazione è opportuno seguire alcune indicazioni specifiche, oltre che le raccomandazioni generali per la fresatura di superfici diritte e la scanalatura. A causa della direzione delle forze di taglio e della flessione degli utensili, la cava fresata in una sola passata non risulterà quadrata al 100%. Migliore precisione ed elevata produttività si ottengono con l’impiego di una fresa a candela con diametro ridotto e suddividendo la lavorazione in due passate:
- Fresatura di sedi per chiavetta – Sgrossatura dell'intera cava
- Fresatura laterale – Finitura intorno alla cava in fresatura discorde per generare un angolo perfettamente perpendicolare alla base
La profondità di taglio radiale deve essere mantenuta bassa nelle operazioni di finitura per evitare la flessione della fresa, causa importante di finiture superficiali insoddisfacenti e/o deviazione da uno spallamento a 90° effettivi.
Fresatura di sedi per chiavette in due passate
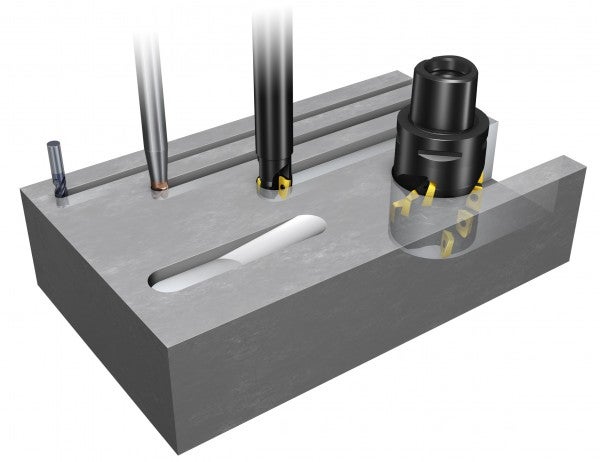
Metodi per aprire una cava o una tasca chiusa in un semilavorato integrale
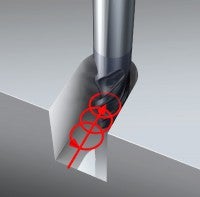
Nel preparare la fresatura di cave lunghe e strette, con larghezza piena, la lavorazione in rampa lineare è il metodo più diffuso, dopo la foratura, per aprire una tasca.
Per cave poco profonde, la fresatura in penetrazione "discontinua" può essere un'altra alternativa. La lavorazione dei piani inclinati circolare è usata per la fresatura di cave e tasche più grandi.
Confronto di tre diversi metodi
Fresatura di cave convenzionale
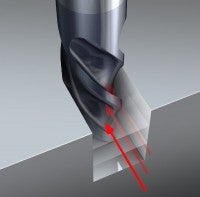
+ È possibile usare macchine convenzionali a 3 assi
+ Elevati volumi di asportazione truciolo in condizioni stabili
+ Programmazione semplice
+ Ampia scelta di utensili
– Genera elevate forze di taglio radiali
– Sensibile alle vibrazioni
– Le cave profonde richiedono passate ripetute
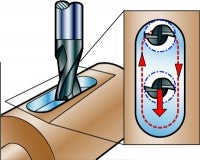
Fresatura trocoidale
+ Genera basse forze di taglio radiale; meno sensibilità alle vibrazioni
+ Flessione minima nella fresatura di cave profonde
+ Metodo produttivo per:
- lavorazione di acciai duri e HRSA (ISO H e S)
- applicazioni sensibili alle vibrazioni
+ Il diametro della fresa deve essere pari al 70% (massimo) della larghezza della cava
+ Buona evacuazione truciolo
+ Ridotta generazione di calore
– Occorre più programmazione
Fresatura a tuffo
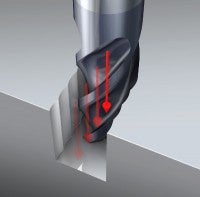
+ Soluzione ottimale nelle applicazioni sensibili alle vibrazioni:
- con sporgenze dell'utensile elevate
- nell'esecuzione di cave profonde
- con macchine o setup deboli
– Bassa produttività in condizioni stabili
– Richiede un'operazione di ripresa dei raccordi/finitura
– La fresatura a candela può ostruire l'evacuazione del truciolo
– Scelta limitata di utensili
Sgrossatura di cave con frese per contornatura
- Le frese con elevate capacità di asportazione truciolo vengono generalmente usate per la sgrossatura
- Versioni più corte possono generare cave con profondità e diametri massimi identici in macchine fresatrici stabili e potenti
- Usare mandrini ISO 50 stabili, poiché queste frese spesso presentano forze radiali considerevoli
- Controllare i requisiti di potenza e momento torcente, poiché questi sono spesso fattori limitanti per il raggiungimento di risultati ottimali
- Prendere in considerazione il passo ottimale per ogni tipo di operazione

Versioni di lunghezza maggiore sono principalmente destinate
a operazioni di contornatura.
| Passo | L  | M  | H  |
| Campo di applicazione | Setup lungo | Universale | Setup corto |
| Fresatura di spallamenti | Valore ap/ae profondo | Valore ap/ae medio | Valore ap/ae moderato |
| Fresatura di cave | Valore ap/ae moderato | Limitata | __ |
| vc piedi/min |
