
Allargatura di un foro mediante fresatura
L'allargatura di un foro esistente può essere eseguita tramite lavorazione di piani inclinati circolare o fresatura circolare.
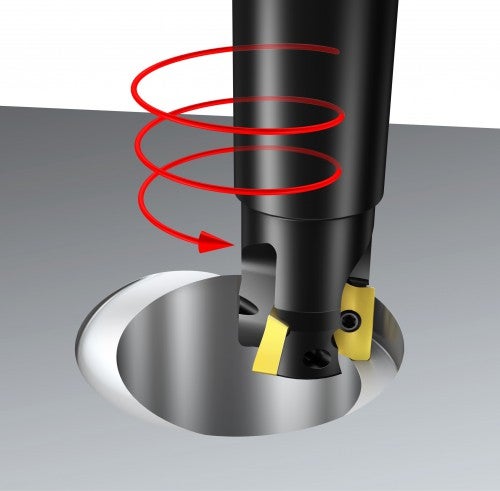
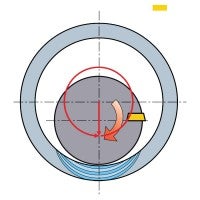
Lavorazione di piani inclinati circolare
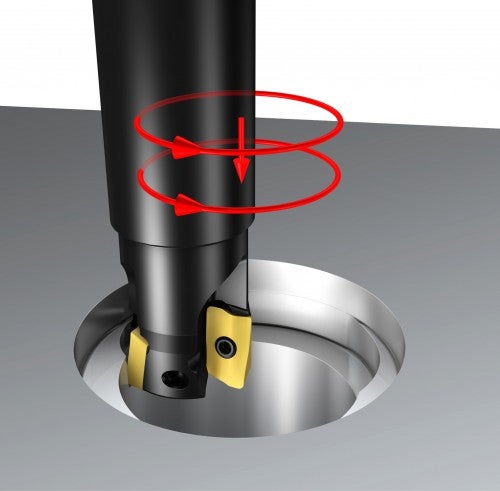
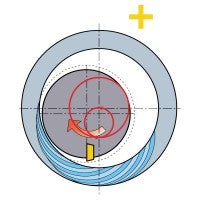
Fresatura circolare
Lavorazione di piani inclinati circolare – 3 assi
- Lavorazione di piani inclinati costante
- Senza entrata o uscita
- Fresa costantemente impegnata
- Azione di lavorazione di piani inclinati – taglio del fondo
Scelta prioritaria:
- Profondità del foro superiore al valore ap max dell'utensile
- Miglioramento della concentricità e della rotondità del foro
- Nelle applicazioni sensibili alle vibrazioni

Fresatura circolare – 2 assi
La fresatura circolare è un metodo alternativo ai tradizionali utensili di barenatura. La fresatura circolare può essere effettuata muovendo la maggior parte delle frese a 90 gradi in un percorso circolare.
- Z costante
- Entrata e uscita per ogni livello
- L'interpolazione in entrata dovrebbe essere programmata
- La tolleranza del foro è migliore rispetto a quella ottenibile con la barenatura
- Irregolarità a ogni passata
Scelta prioritaria:
- Programmare il percorso dell'utensile su un valore superiore a 360 gradi per evitare le irregolarità
- È necessaria una sola passata Fresa con elevata capacità apForo poco profondo
- Capacità di lavorazione di piani inclinata scarsa o inesistente; tagliente lungo senza supporto assiale
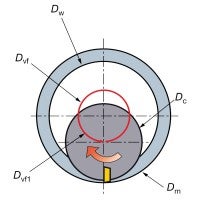
Calcolo dell'avanzamento
L'avanzamento dev'essere ridotto a causa di:
- Maggior valore ae rispetto al taglio in linea retta, che riduce l'effetto di assottigliamento del truciolo
- L'avanzamento periferico è maggiore rispetto all'avanzamento del centro dell'utensile
- Calcolare l'avanzamento in base a Dvf.
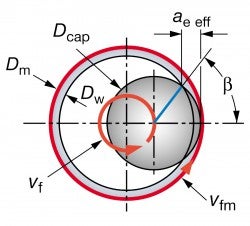
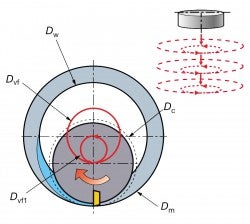
Entrata nel taglio
L'interpolazione in entrata nel taglio assicura la produzione di trucioli sottili in uscita. L'angolo di impegno ridotto riduce le vibrazioni e garantisce elevata produttività.
