
Tournage par interpolation
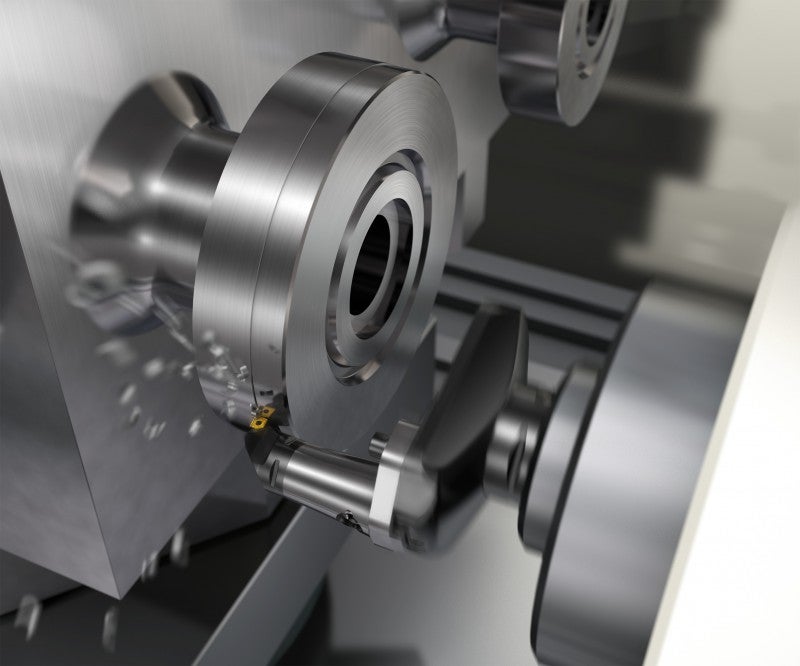
Le tournage par interpolation a été développé pour les centres d'usinage avancés et les machines multifonctions avec un axe B. L'opération de tournage est effectuée par interpolation entre l'axe X et l'axe Y dans une direction circulaire pendant que la broche de la machine tourne simultanément en suivant le périmètre de rotation.
Le mouvement circulaire peut suivre un diamètre plus ou moins grand pour générer des opérations de surfaçage ou être combiné avec l'axe Z afin de produire des alésages ou des diamètres extérieurs.
Tournage par interpolation VS méthode conventionnelle
Tous les concepts de machines ont été développés de manière à fournir des options multifonctions. Le tournage, le perçage et le fraisage peuvent être effectués sur des machines aussi diverses que les machines à poupée mobile ou des centres d'usinage 5 axes. Dans le tournage, il est possible d'utiliser un axe de la machine pour faire tourner la pièce sur son axe.
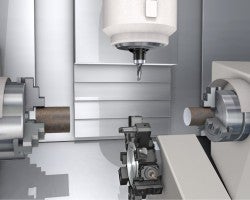

Des caractéristiques symétriques sur des pièces non symétriques peuvent être alésées avec des outils d'alésage de manière à créer des diamètres parallèles dans des centres d'usinage standard. Lorsque des profils doivent être usinés, on utilise normalement le fraisage par interpolation, mais on peut aussi utiliser une tête sur l'axe W pour produire la forme.
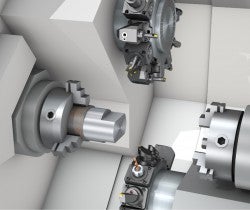
Cette méthode n'entre pas en concurrence avec l'efficacité des opérations d'alésage ou de tournage conventionnelles, mais elle offre une alternative viable à l'approche traditionnelle.
Elle est intéressante pour les nouvelles machines usinant des pièces non symétriques avec des caractéristiques symétriques, par exemple des collerettes, des gorges de joints d'étanchéité et des alésages non parallèles.



Limites du tournage par interpolation
Les limites de cette méthode et des machines sont les suivantes :
- Nombre de tours par minute – Vitesse de l'avance de la table X, Y
- Support programmation – Cycles FAO/post-processeurs
- Couple de la broche – Comme le moteur de la broche tourne à une vitesse relativement faible, la profondeur de coupe de l'opération de tournage ne doit pas être excessive
- Interface broche – L'attachement doit pouvoir transmettre un couple plus élevé que ce qui est normalement nécessaire pour les opérations de fraisage. Les cônes ISO 50 ou Coromant Capto® ont une plus grande capacité de transmission du couple que HSK-A
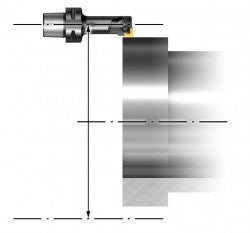
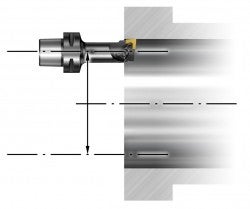
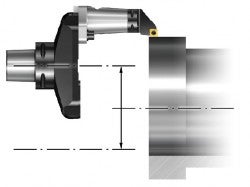
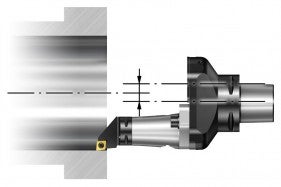
Les images montrent la différence du mouvement de la table entre le tournage par interpolation avec décalage outil traditionnel et un outil spécifiquement conçu pour le tournage par interpolation.
Principaux avantages du tournage par interpolation

- Solution flexible utilisable dans des centres d'usinage avec des montages outils modulaires en lieu et place d'aléseuses avec des têtes opposées sur l'axe W.
- La pièce peut être usinée entièrement sans être déplacée, ce qui est particulièrement avantageux pour les grandes pièces non symétriques.
- Investissement réduit en outils
- Des bras en aluminium sont disponibles, ce qui permet d'avoir un poids d'assemblé dans les limites du changeur d'outils et du magasin d'outils.
Considérations sur l'outillage
- Le rayon de l'outil doit être assez proche de celui de la pièce usinée pour limiter les mouvements X et Y. Par exemple, pour un grand rayon de pièce, il faut un grand rayon d'outil ou un décalage par rapport à l'axe de rotation.
- Lorsque des profils longs sont nécessaires, il est préférable d'avoir un rayon d'outil plus grand que le carter de la broche. Ceci améliore l'accessibilité et la stabilité du process en réduisant le besoin en outils longs et minces.
- Le poids, l'inertie et le diamètre de l'outil doivent rester dans les limites autorisées par le magasin d'outils et le changeur d'outils.
Solutions d'outillage
Les concepts modulaires existants se combinent pour fournir des solutions adaptées aux besoins du tournage par interpolation en fonction du diamètre et de la géométrie de la caractéristique de la pièce.








- Unités de serrage Coromant Capto® axiales à changement rapide avec interface de coulisseau d'outil d'alésage de grand diamètre pour unités de coupe montées axialement et dégagement du carter de la broche
- Adaptateurs d'interface machine avec unités de tournage Coromant Capto® pour l'usinage intérieur et extérieur
- Les unités de serrage Coromant Capto® avec réduction du décalage offrent un dégagement et augmentent le rayon de l'outil
- Barres d'alésage antivibratoires avec têtes de coupe modulaires pour les applications d'alésage profond
- Les adaptateurs et têtes de coupe modulaires avec des adaptateurs d'interface machine offrent un grand décalage et un grand dégagement pour le profilage
- Les cartouches et les coulisseaux intégrés pour les outils d'alésage de grand diamètre permettent d'assembler des outils de grand diamètre afin d'avoir un bon dégagement par rapport au carter de la broche
- Unités de serrage Coromant Capto® radiales pour avoir un décalage plus grand

