
Centres d'usinage

Les centres d'usinage répondent à toutes les demandes des pièces et des opérations (fraisage, perçage, alésage, taraudage). Le choix de la configuration a une grande influence sur l'efficacité de l'usinage et l'exploitation de la machine.
Configuration des centres de tournage
Il est important de configurer la machine en fonction des pièces qu'elle produira. La géométrie et pièces et les quantités à produire influencent les choix et déterminent le nombre de montages nécessaires.
- 3 axes : Centres d'usinage verticaux avec table fixe. Il est possible d'ajouter une table rotative afin de disposer d'un quatrième axe pour plus d'accessibilité et pour usiner des formes plus complexes
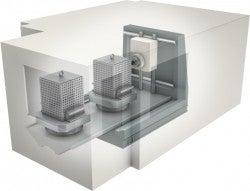
- 4 axes : Centres d'usinage horizontaux. L'emploi d'une palette permet de monter 4 pièces pour les productions en grands volumes. L'emploi d'un système de palettes autorise une très bonne exploitation de la machine.
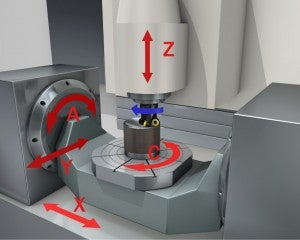
- 5 axes - Table rotative sur tourillons 2 axes : La broche est « fixe »; les axes 4 et 5 sont assurés par la table
- 5 axes - Tête à 90° : Le 4ème axe (B) est assuré par la broche et le 5ème par la table
Les variantes à 5 axes peuvent avoir une option de tournage avec rotation complète du 5ème axe, ce qui en fait des machines multifonctions.
Interface de broche
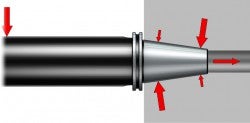
Le choix de l'interface de broche est crucial car il définit souvent les limites de l'efficacité de l'usinage. Pour réduire les temps morts, il faut que l'interface de broche autorise des changements rapides d'outils. Pendant l'usinage, il est essentiel que l'accouplement entre la broche et l'outil soit résistant et supporte sans problèmes les forces de coupe.
Pour en savoir plus sur le choix d'une broche
Options pour les centres d'usinage
Il existe un choix d'options qui permettent de pousser l'exploitation de la machine plus loin.
Magasin d'outils / changement d'outils automatique (ATC)
Il est important de prévoir beaucoup de place pour les outils nécessaires à toutes les opérations et à toutes les pièces de manière à pouvoir profiter de changements d'outils rapides et à éviter de charger/décharger des ensembles d'outils dans le magasin. L'utilisation d'outils frères doit être prise en compte aussi.
En cas d'utilisation d'outils de grand diamètre ou de grande longueur, il convient de s'assurer que le système de changement d'outil automatique peut en supporter le poids et l'inertie car c'est souvent un facteur limitatif.
Palette
Les palettes permettent de monter les pièces hors machine pendant que celle-ci en usine d'autres. Ceci améliore beaucoup l'exploitation de la machine car il n'y a pas de perte de temps occasionnée par le montage des pièces.

Adaptateur de tête à angle droit
Pour effectuer des opérations de fraisage intérieures, il est nécessaire d'adapter le nez de broche pour avoir le support et le positionnement afin que la broche puisse entraîner la tête auxiliaire. Cette tête peut être mise en place par le changement d'outils automatique et stockée dans le magasin d'outils.


Tournage par interpolation

Cette option machine permet la production de caractéristiques symétriques sur des pièces non symétriques, ce qui réduit les besoins en outils spéciaux et en têtes à commande numérique.Pour en savoir plus sur le tournage par interpolation
Pompe haute pression
La plupart des machines sont équipées de l'arrosage haute pression à environ 70 bars (1015 psi).
