K dosažení optimálních výsledků z hlediska životnosti nástroje, kvality závitu a řezné rychlosti přispívá důkladné prozkoumání břitové destičky/řezné hrany po ukončení obráběcí operace. Tato tabulka shrnuje příčiny a řešení problémů s různými typy opotřebení břitové destičky a slouží jako návod, který vám pomůže k dosažení úspěšných výsledků při řezání závitů.
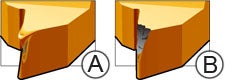
Plastická deformace
Začíná jako plastická deformace (A), která vede až k vylomení břitu (B).
Příliš vysoká teplota v místě řezu
Nedostatečné množství přiváděné řezné kapaliny
Nevhodná nástrojová třída
a) Snižte řeznou rychlost, zvyšte počet přísuvů do záběru – průchodů b) Snižte největší hloubku posuvu do řezu (přísuvu), před vlastním řezáním závitu zkontrolujte průměr
Zajistěte lepší účinek řezné kapaliny
Zvolte nástrojovou třídu s vyšší odolností vůči plastické deformaci
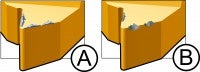
Vytváření nárůstku na břitu (BUE)
Často dochází k vytváření nárůstku na břitu BUE (A) v kombinaci s vylamováním břitu (B). Odlomení vytvořeného nárůstku spolu s malou částí materiálu břitové destičky má za následek vylamování břitu.
Často k němu dochází při obrábění korozivzdorných a nízkouhlíkových ocelí
Nevhodná nástrojová třída nebo příliš nízká teplota břitu
Zvyšte řeznou rychlost
Zvolte nástrojovou třídu s dobrou houževnatostí, přednostně s PVD povlakem
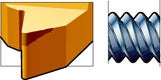
Lom břitové destičky
Obrobek byl před zahájením závitořezné operace obroben na nesprávný průměr
Použitý sled přísuvů do záběru je příliš náročný
Nevhodná nástrojová třída
Špatná kontrola utváření třísek
Nesprávné nastavení do osy hrotů
Před vlastní závitořeznou operací obrobte součást na správný průměr daný max. průměrem závitu s přídavkem v radiálním směru (na průměr) 0,03–0,07 mm (0.001–0.003 inch)
Zvyšte počet přísuvů do záběru – průchodů. Snižte velikost největšího přísuvu do záběru
Zvolte houževnatější nástrojovou třídu
Použijte geometrii C a modifikovaný boční přísuv do záběru
Upravte nastavení výšky do osy hrotů
Rychlé opotřebení hřbetu
Vysoce abrazivní materiál
Příliš vysoká řezná rychlost
Příliš malá hloubka přísuvu do záběru
Břitová destička je nastavena nad osu hrotů
Nevhodná nástrojová třída. Zvolte nástrojovou třídu s vyšší odolností vůči otěru
Snižte řeznou rychlost
Snižte počet posuvů do záběru – průchodů
Upravte nastavení výšky do osy hrotů
Nadměrné opotřebení hřbetu
Špatná kvalita povrchu na jednom z boků závitu
Nevhodný způsob bočního přísuvu do záběru
Úhel sklonu břitové destičky nesouhlasí s úhlem stoupání závitu
Upravte způsob bočního posuvu do záběru tak, aby pro geometrie F a A byl úhel posuvu 3–5° vůči boku závitu a pro geometrii C 1° vůči boku závitu
Vyměňte podložku břitové destičky za takovou, která umožní dosažení správného úhlu sklonu
Vibrace
Nesprávné upnutí obrobku
Nesprávné seřízení nástroje
Nevhodné hodnoty řezných parametrů
Nesprávné nastavení do osy hrotů
a) Použijte upínací čelisti s nižší tvrdostí b) Při použití koníku proveďte optimalizaci středícího důlku v obráběné součásti a zkontrolujte tlak koníku/čelního unášeče
a) Minimalizujte vyložení nástroje b) Zkontrolujte, zda objímka pro upínání závitořezných tyčí není opotřebená c) Využívejte antivibrační tyče určené pro soustružení závitů
Zvyšte řeznou rychlost; pokud není problém vyřešen, řeznou rychlost výrazně snižte a vyzkoušejte geometrii F