Praktické rady pro frézování závitů
S ohledem na dosažení co nejlepších výsledků je při provádění závitořezných frézovacích operací třeba vzít vždy v úvahu následující doporučení.
Volba průměru v řezu
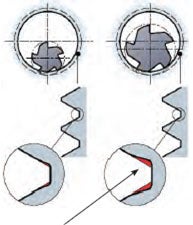
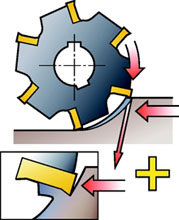
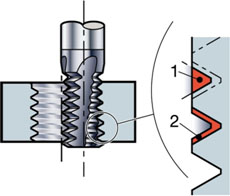
Menší průměr v řezu pomáhá k dosažení vyšší kvality závitu. V závislosti na šířce záběru frézy vzniká v oblasti dna profilu závitu drobná tvarová úchylka. U vnitřních závitořezných frézovacích aplikací ovlivňuje poměr mezi průměrem závitu, průměrem v řezu a stoupáním velikost skutečné radiální hloubky řezu, ae eff, která je v důsledku toho mnohem větší než zvolená (očekávaná) velikost radiální hloubky řezu. Čím větší je skutečná hodnota ae, tím větší je úchylka v oblasti dna závitu. Aby odchylka od požadovaného profilu závitu byla co nejmenší, průměr frézy by neměl překročit 70 % průměru obráběného závitu.
Např. M30x3
Je-li průměr nástroje 21,7 mm, velikost tvarové odchylky profilu je 0,07 mm (0.0027 inch).
Je-li průměr nástroje 11,7 mm, velikost tvarové odchylky profilu je 0,01 mm (0.0004 inch).
Dráha nástroje při frézování závitů
Pravý nebo levý závit vzniká na základě využití vhodné dráhy nástroje a sousledného nebo nesousledného frézování. Vstup závitořezné frézy do záběru i její výstup ze záběru musí být vždy plynulý, tj. s využitím rolování do a ze záběru. Frézování závitů vyžaduje obráběcí stroje schopné současně vykonávat pohyb v osách X, Y a Z. Průměr závitu je určen osou X a Y, zatímco velikost stoupání je řízena osou Z.
| Stoupání | 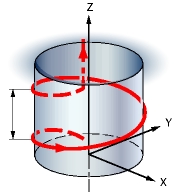
|
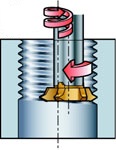
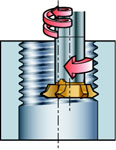
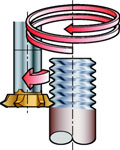
Pravé vnitřní závity
Aby frézování probíhalo sousledně, je třeba zajistit, aby počáteční poloha frézy byla co nejblíže ke dnu otvoru a následně se fréza pohybovala proti směru hodinových ručiček a směrem zpět (ven z otvoru).
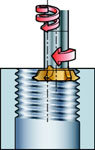
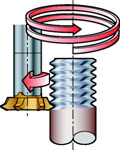
Levé vnitřní závity
Frézování levých závitů je třeba provádět v obráceném směru, tedy shora dolů (ke dnu díry), ale rovněž proti směru hodinových ručiček, tak, aby i v tomto případě bylo zaručeno, že frézování bude probíhat sousledně.
| Vnitřní | |
|---|---|
| Pravé závity | Levé závity |
| Sousledné frézování | |
 |
 |
| Nesousledné frézování | |
 |  |
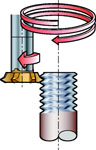
| Vnější | |
|---|---|
| Pravé závity | Levé závity |
| Sousledné frézování | |
|
|
| Nesousledné frézování | |
|
|
Sousledné frézování
- Při sousledném frézování je obráběcí nástroj posouván do řezu souhlasně se směrem jeho otáčení
- Sousledné frézování je třeba vždy preferovat – pokud to dovoluje obráběcí stroj, upínací přípravek a samotný obrobek.
- Od zahájení řezu se tloušťka třísky postupně snižuje, až na jeho konci dosáhne nulové hodnoty. Nedochází tak k ohlazování a odírání břitu o obráběný povrch před vlastním zahájením řezu.
Nesousledné frézování
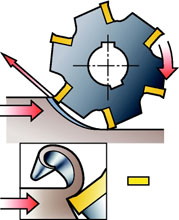
- Při nesousledném frézování je směr posuvu obráběcího nástroje opačný než smysl jeho otáčení.
- Při vstupu do řezu působí na břit značně velké síly, což má za následek jeho ohlazování a odírání. Spolu s tím dochází také vzniku tření, vysokých teplot a často také ke kontaktu s mechanicky zpevněným povrchem, který je vytvářen předchozím břitem. To vše má za následek zkrácení životnosti nástroje.
- Velká tloušťka třísky na výstupu ze záběru vede ke zkrácení životnosti nástroje.
- V důsledku velké tloušťky třísky a zvýšených teplot na výstupu z řezu někdy dochází k ulpívání nebo navařování třísek na břit. Ty potom obíhají společně s břitem až do zahájení následujícího řezu nebo může docházet i k okamžitému vylamování ostří.
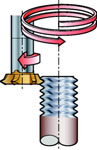
Vstup do záběru – narolování
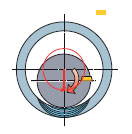

Umožňuje plynulé zahájení řezu při frézování pomocí kruhové nebo šroubovicové interpolace. Provádí se vykonáním jednoho kruhového cyklu navíc, který umožní pozvolný vstup do záběru. Při vstup do záběru musí každé čtvrtině kruhové dráhy (90°) odpovídat velikost rozteče vydělená čtyřmi. Plynulý vstup do záběru má také zásadní význam z hlediska potlačení vibrací a prodloužení životnosti nástrojů.
Posuv na zub
S ohledem na dosažení co nejlepší kvality závitu vždy používejte velmi malé hodnoty posuvu na zub. Předejdete tím také vzniku stop po posuvu nástroje na povrchu obráběné součásti. Posuv na zub by neměl překročit 0,15 mm/zub (0.006 inch/zub), protože hodnota hex musí zůstat malá.
Rychlost posuvu požadovaná softwarem obráběcího stroje
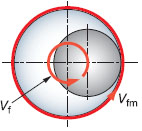
Při frézování závitů je vždy třeba určit správnou rychlost posuvu potřebnou pro příslušný software obráběcího stroje, která zaručuje správné zatížení břitové destičky. Rychlost posuvu vždy závisí na hodnotě hex, která koresponduje s rychlostí posuvu na obvodu. Řada obráběcích strojů však vyžaduje programování posuvu v ose nástroje (vf). V případě vnitřních závitořezných frézovacích aplikací je rychlost posuvu na obvodu vyšší než rychlost pohybu v ose nástroje. Programování rychlosti posuvu je u většiny frézek vztaženo k ose vřetena, proto s ohledem na maximální životnost nástroje a potlačení sklonů ke vzniku vibrací/lomu nástroje musí tuto skutečnost zohledňovat také výpočet parametrů pro frézování závitů.
Počet průchodů
Rozdělení závitořezné operace do několika průchodů nástroje umožňuje opracování závitů s větší roztečí a zvyšuje bezpečnost proti náhlému lomu nástroje při obrábění obtížně obrobitelných materiálů. Frézováním závitů na několik průchodů se rovněž zvyšuje přesnost závitu, jelikož se snižuje průhyb nástroje. Díky tomu se zvyšuje bezpečnost obráběcího procesu při dlouhém vyložení nástroje a za nestabilních podmínek. Při frézování závitů v obtížně obrobitelných materiálech vždy použijte dva nebo více průchodů nástroje.
Obrábění za sucha nebo za mokra
Doporučeným způsobem obrábění je vždy obrábění za sucha, protože při použití řezné kapaliny se stupňuje kolísání teplot při vstupu a výstupu ze záběru, které je příčinou vzniku tepelných trhlin. Za určitých okolností, např. při dokončovacím obrábění korozivzdorných ocelí/hliníkových slitin, obrábění žárovzdorných slitin nebo obrábění litin (omezení tvorby toxického prachu), může být ale výhodné použiti řezné kapaliny. Nicméně nejvýhodnějším způsobem odvádění třísek z místa řezu je u tohoto typu operací použití stlačeného vzduchu.

Pokyny pro volbu řezných podmínek
- U vnitřních závitořezných frézovacích aplikací je ve srovnání s přímočarými řezy hodnota ae relativně vyšší, což má za následek snížení efektu ztenčení třísky
- U vnějších závitořezných frézovacích aplikací je radiální hloubka řezu mnohem menší, proto lze použít vyšší řezné rychlosti
- Úhel nastavení na špičce břitu odpovídá 90°. Protože se jedná o nejcitlivější část břitové destičky, je pro výpočet hodnoty hex třeba uvažovat úhel nastavení 90°
Pro volbu hodnot řezných parametrů použijte CoroPlus® ToolGuide
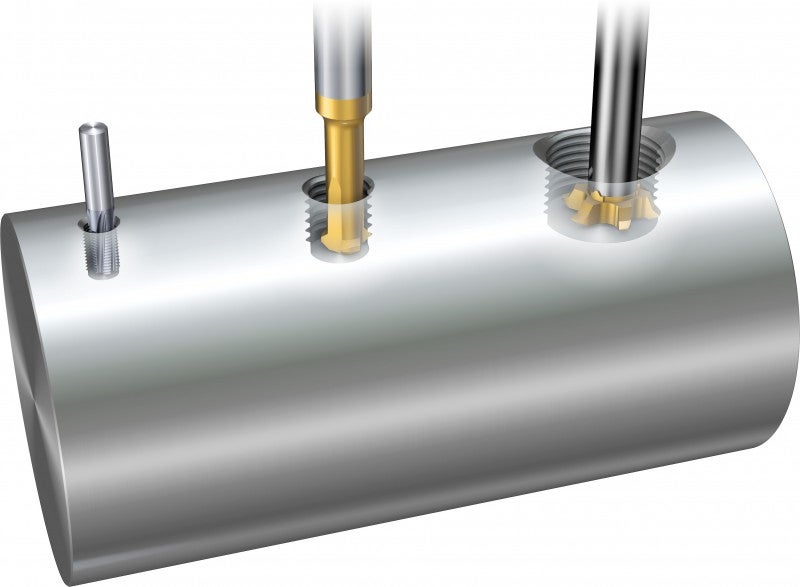
Velikost díry pro frézování závitů
Při použití závitořezných fréz je zapotřebí stejný průměr předvrtané díry jako při řezání závitu závitníkem. Vždy dbejte na to, aby díra měla co největší průměr, nesmí však dojít k překročení dovolených úchylek. Bude tak zaručena vyšší bezpečnost obráběcího procesu a delší životnost nástrojů. Při použití břitových destiček s plným profilem musí být průměr díry poněkud menší, aby bylo možné správně obrobit vrchol závitu.
Správné zacházení s nástroji a jejich údržba
Dosažení co nejlepší funkce a výkonnosti u nástrojových držáků s upínáním břitových destiček pomocí šroubu vyžaduje, aby bylo zajištěno správné a spolehlivé ustavení břitových destiček v jejich lůžku a proto je nutné vždy použít pro jejich upnutí momentový klíč.
- Příliš velký utahovací moment má negativní vliv na funkci a výkonnost nástroje a může mít za následek lom břitové destičky nebo upínacího šroubu
- Příliš nízký utahovací moment vede ke vzniku vibrací a nepřesnostem při obrábění
- Pravidelně provádějte výměnu šroubu břitové destičky a přitom se ujistěte, že lůžko břitové destičky je čisté a nejsou v něm cizí částice, které by mohly způsobit vychýlení břitové destičky. Provádění této kontroly je velice důležité z hlediska spolehlivosti procesu frézování závitů.