
Jak zvolit břitovou destičku a podložku pro soustružení závitů
Při výběru nejvhodnějších soustružnických závitořezných břitových destiček pro danou aplikaci je třeba uvážit typ břitové destičky, velikost vůle na hřbetu/radiální vůle a geometrii břitové destičky. To vše jsou faktory, které ovlivňují kontrolu utváření třísek, opotřebení břitových destiček, životnost nástroje a kvalitu závitů.
Volba typu břitové destičky
Existují tři hlavní typy břitových destiček, mezi kterými lze při soustružení závitů volit – s plným profilem, s V-profilem a hřebínkové břitové destičky. Každý typ má své výhody a nevýhody.
Břitové destičky s plným profilem
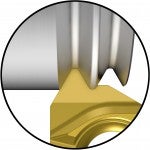
Břitové destičky s plným profilem jsou nejčastěji používaným typem břitových destiček. Používají se pro obrobení kompletního profilu závitu včetně vrcholu.
Výhody
- Umožňují dosažení správné hloubky a tvaru dna i vrcholu profilu a tím i větší odolnosti závitu
- Na vytvořeném závitovém profilu není nutné provádět odstranění otřepů
- Vzhledem k většímu poloměru hrotu než u břitových destiček s V-profilem je zapotřebí menší počet průchodů nástroje
- Umožňují vysoce produktivní řezání závitů.
Nevýhody
Pro každé stoupání a profil závitu je nutné použít odlišnou břitovou destičku.
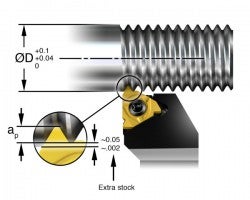
Pozor! Průměr obrobku je třeba zvětšit o zvláštní přídavek materiálu (0,05–0,07 mm (0.002–0.003 inch)) na obrobení vrcholu závitu na konečný průměr.
Břitové destičky s V-profilem
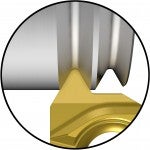
Břitové destičky s V-profilem neseřezávají vrchol závitu. Z tohoto důvodu je před vlastním řezáním závitu nutné soustružením obrobit vnější průměr šroubu nebo vnitřní průměr matice na správný rozměr.
Výhody
- Flexibilita – Stejnou břitovou destičku je možné použít pro určitý rozsah stoupání závitu za předpokladu, že poloměr zaoblení a úhel profilu závitu je stejný (60° nebo 55°)
- Nutné jsou pouze minimální skladové zásoby nástrojů
Nevýhody
- Aby umožňovala pokrytí daného rozsahu stoupání závitů, má břitová destička menší poloměr špičky, což má za následek kratší životnost nástroje
- Může docházet k problémům s tvorbou otřepů
Hřebínkové břitové destičky
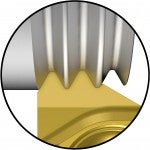
Hřebínkové břitové destičky se velmi podobají destičkám s plným profilem, ale na svém ostří mají víc než jeden hrot (NT>1). Břitové destičky se dvěma hroty dosahují dvojnásobné produktivity, destičky se třemi hroty trojnásobné atd.
Výhody
- Zapotřebí je menší počet průchodů, což přináší delší životnost nástrojů, vyšší produktivitu a snížení nákladů na nástroje
Nevýhody
- Vzhledem k vyšším působícím řezným silám v důsledku větší délky ostří v záběru jsou nezbytné stabilní podmínky
- Vytvoření plné hloubky závitu vyžaduje, aby byl za posledním závitem dostatečně velký volný prostor, který umožní průchod celé břitové destičky až do posledního závitořezného hrotu na jejím ostří
Jak zvolit geometrii břitových destiček
Volba vhodné geometrie břitové destičky je při soustružení závitů velmi důležitá. Geometrie ovlivňuje kontrolu utváření třísek, opotřebení břitové destičky, kvalitu závitu i životnost nástroje.
Geometrie s rovným čelem
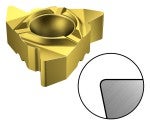
- Univerzální, lze ji použít pro obrábění většiny materiálů
- Zaoblení řezné hrany zvyšuje pevnost břitu
Ostrá geometrie
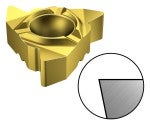
- Pro obrábění materiálů snadno ulpívajících na břitu nebo deformačně zpevňujících materiálů, např. nízkouhlíkových ocelí, korozivzdorných ocelí, neželezných materiálů a žárovzdorných slitin
- Ostrá řezná hrana zaručující nízké řezné síly a dosažení dobré kvality obrobené plochy
Geometrie usnadňující dělení třísek

- Pro obrábění materiálů tvořících dlouhé třísky, např. nízkouhlíkových ocelí. Lze ji rovněž použít pro obrábění korozivzdorných ocelí, slitinových ocelí a neželezných materiálů
- Geometrie zlepšující utváření třísek a umožňující plynulejší a bezobslužné obrábění
- Nelze ji použít při radiálním přísuvu do záběru
Podrobnější informace o břitových destičkách a nástrojových třídách pro soustružení závitů
Úhlové vůle na hřbetu břitové destičky
Pro přesnost a preciznost soustružení závitů je nezbytná úhlová vůle mezi břitovou destičkou a povrchem závitu. Existují dva typy, radiální vůle (ALP) a vůle na bocích závitu (ALF).
| Radiální vůle | Vůle na bocích závitu |
Vůle na bocích závitu
Pracovní vůle na hřbetu břitu mezi bočními stranami břitové destičky a boky závitu má zcela zásadní význam z hlediska dosažení rovnoměrného opotřebení nástroje a vysoké, konzistentní kvality závitů. Z tohoto důvodu musí být břitová destička skloněna pod určitým úhlem, aby vůle mezi hřbetem destičky a jednotlivými boky závitů byla co nejsymetričtější (úhel hřbetu břitové destičky) a aby bylo možné vytvořit správný profil závitu. Úhel sklonu břitové destičky by měl být stejný jako stoupání šroubovice závitu.
Vůle na bocích závitu
Volba podložky
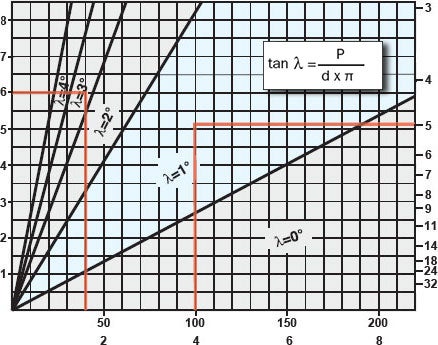
Podložky slouží pro dosažení různého sklonu břitových destiček tak, aby úhel sklonu břitové destičky (λ) byl stejný jako úhel stoupání závitu. Způsob volby správné podložky břitové destičky viz níže uvedená tabulka.
- Standardní podložka má u řady nástrojových držáků sklon 1°, což je nejběžnější úhel sklonu
- Podložky pro nastavení negativního úhlu sklonu se používají při soustružení levých závitů pravostranným nástrojem a naopak
| Stoupání (Rozteč) mm | Počet závitů/inch | ||
 | |||
| Průměr obrobku | mm inch |
Příklad:
- Stoupání=6 mm a průměr obrobku=Ø40 mm: je zapotřebí podložka se sklonem 3°
- Stoupání=5 závitů na palec a průměr obrobku=Ø4 inch: je zapotřebí podložka se sklonem 1°
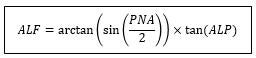
Závity s malým úhlem profilu
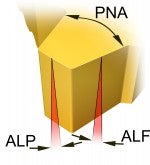
ALP = Radiální vůle
ALF = Vůle na bocích závitu
Volba správné podložky zajišťující sklon břitové destičky je mimořádně důležitá u ACME, lichoběžníkových a oblých závitů, protože u nich vzniká větší tlak na břit a vůle na bocích závitu je menší.
Vůle na hřbetu (ALF) závisí na profilu závitu
| Vůle na bocích závitu (ALF) | Vůle na bocích závitu (ALF) | ||
| Metrický, UN | 60° | 7,6° | 5° |
| Whitworthův | 55° | 7,1° | 4,7° |
| Lichoběžníkový | 30° | 4° | 2,6° |
| ACME | 29° | 3,8° | 2,5° |
| Lichoběžníkový nerovnoramenný | 10°/3° | 2,7°/0,8° | 1,8°/0,5° |
Radiální vůle
Za účelem získání správné radiální vůle jsou břitové destičky v nástrojovém držáku skloněny pod úhlem 10° nebo 15°. S ohledem na dosažení správného tvaru závitu je zcela nezbytné používat břitové destičky pro řezání vnitřních závitů společně s nástrojovými držáky pro vnitřní obrábění a naopak.
Velikosti břitových destiček:
11, 16 a 22 mm
(1/4, 3/8 a 1/2 inch)
Velikost břitové destičky:
27 mm (5/8 inch)
