
Normy závitů a tolerance děr pro řezání závitů
Normy závitů
Závitníky se vyrábějí podle pěti různých norem: ISO, ANSI, DIN, DIN/ANSI a JIS. DIN a ISO jsou běžně používané po celém světě, naproti tomu ANSI je nejrozšířenější na americkém trhu a JIS je nejčastější na trhu asijském.
- ISO, ANSI a JIS mají relativně krátký rozměr OAL (celkovou délku) a jsou si poměrně podobné, s výjimkou průměru stopky, která má u ANSI nástrojů palcové rozměry a u nástrojů ISO a JIS metrické rozměry
- DIN je dlouhá verze s metrickým průměrem stopky a dlouhým rozměrem OAL
- DIN/ANSI je kombinací obou, s průměrem stopky dle ANSI a OAL dle DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
Rozměry stopky a upínacího čtyřhranu dle ISO

| 2.50 | 2.00 | M1 | ||||
| M1.2 | ||||||
| M1.4 | ||||||
| M1.6 | No. 0 | |||||
| M1.8 | ||||||
| M2 | No. 1 | |||||
| 2.80 | 2.24 | M2.2 | No. 2 | |||
| M2.5 | No. 3 | |||||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Rozměry stopky a upínacího čtyřhranu dle DIN
| 2.5 | 2.1 | M1 | M1 | |||||
| M1.1 | M1.1 | |||||||
| M1.2 | M1.1 | M3.5 | M3.5 | 1/16 | ||||
| M1.4 | M1.1 | |||||||
| M1.6 | M1.6 | |||||||
| M1.8 | M1.8 | |||||||
| 2.8 | 2.1 | M2 | M2 | |||||
| M2.2 | M2.2 | M4 | M4 | 3/32 | 5/32 | |||
| M2.5 | M2.5 | |||||||
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Rozměry stopky a upínacího čtyřhranu dle ANSI

| 0.141 | 0.11 | No. 0 | M1.6 | |
| No. 1 | M1.8 | |||
| No. 2 | M2 | |||
| No. 3 | M2.5 | |||
| No. 4 | ||||
| No. 5 | M3 | |||
| No. 6 | M3.5 | |||
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 | M27 | |
| 1 1/8 | ||||
| 1.021 | 0.766 | 1 3/16 | M30 | |
| 1 1/4 | ||||
| 1.108 | 0.831 | 1 5/16 | M33 | |
| 1 3/8 | ||||
| 1.233 | 0.925 | 1 7/16 | M36 | |
| 1 1/2 | ||||
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Rozměry stopky a upínacího čtyřhranu dle JIS

| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Tolerance děr pro řezání závitu
| ISO | DIN | ANSIBS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | S přesným lícováním (těsné závity) | |||
| ISO 2 | 6H | 2B | 4 G | 5 G | 6 H | Se středním lícováním (přechodná uložení) | ||
| ISO 3 | 6 G | 1B | 6 G | 7 H | 8 H | S hrubým lícováním (uložení s vůlí) | ||
| - | 7 G | - | 7 G | 8 G | Volné lícování umožňující následné zpracování nebo povlakování |
Tolerance závitníku vs. tolerance vnitřního závitu (matice)
Běžné používané závitníky mají toleranci ISO 2 (6H) a umožňují dosažení střední přesnosti lícování mezi šroubem a maticí. Závitníky s přesnou tolerancí (ISO 1) umožňují dosažení přesného lícování bez vůle mezi šroubem a maticí na bocích závitu. Závitníky s hrubou tolerancí (ISO 3) umožňují dosažení hrubého lícování s velkou vůlí. Používají se v případě, že matice má být opatřena povlakem, nebo pokud je upřednostněno volné lícování. Mezi tolerancemi 6H (ISO2) a 6G (ISO3) a mezi 6G a 7G jsou ještě závitníky s tolerancí 6HX a 6GX. „X“ znamená, že tyto tolerance jsou mimo standardní řadu a používají se u závitníků určených pro obrábění vysoce pevných nebo abrazivních materiálů, jako např. litiny. U těchto materiálů nedochází k problémům s příliš velkými rozměry závitu, takže lze použít větší tolerance, což přináší prodloužení životnosti nástroje. Šířka tolerančního pole je u 6H a 6HX stejná. Tvářecí závitníky se obvykle vyrábějí s tolerancí 6HX nebo 6GX.
Trubkové závity se řídí následujícími normami:
- G závity dle ISO 228-1. Jedna třída pro vnitřní závity (závitník)
- Rc a Rp závity dle ISO 7-1
- NPT a NPSM závity dle ANSI B1.20.1
- NPTF a NPSF závity dle ANSI B1.20.3
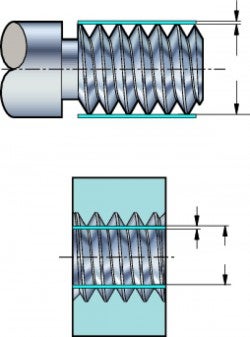
Poloha tolerančního pole
Šířka tolerančního pole je u závitníku určeného pro konkrétní toleranci mnohem menší než šířka tolerančního pole u hotového závitu. Poloha tolerančního pole závitníku je taková, aby závitník rovnou řezal přesné závity. Při použití závitníku dochází k jeho postupnému opotřebení, až už je nakonec příliš malý na to, aby řezal správné závity, protože je menší než odpovídající dolní mezní úchylka dobré strany závitového kalibru. Optimální situace by byla umístit polohu tolerančního pole závitníku při horním okraji tolerančního pole vnitřního závitu, ale v takovém případě by existovalo riziko, že by závitník řezal závity s příliš velkými rozměry, nad horní hranicí zmetkové strany kalibru. U závitníků s tolerancí „X“ používaných pro obrábění materiálů, u kterých nedochází k problémům s příliš velkými rozměry závitu, je poloha tolerančního pole poněkud výše. Výsledkem je delší životnost nástrojů, protože v takovém případě může dojít k většímu opotřebení, než závitník začne řezat příliš malé závity.
Tolerance dle DIN
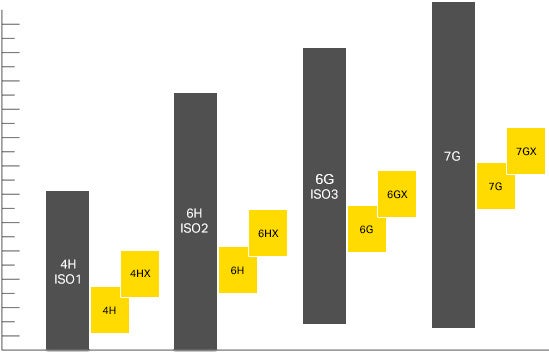
 | Třídy přesnosti závitů |
| Toleranční pole závitníků |
Tolerance dle ANSI
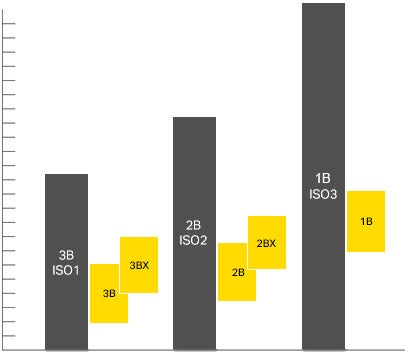
| Třídy přesnosti závitů |
| Toleranční pole závitníků |
