Nástrojové vybavení pro soustružení závitů

Nástrojové vybavení má značný vliv na kvalitu závitů a efektivitu obrábění závitů. Pravidlem číslo jedna je použití co nejkratšího vyložení nástroje.
Vyložení nástroje
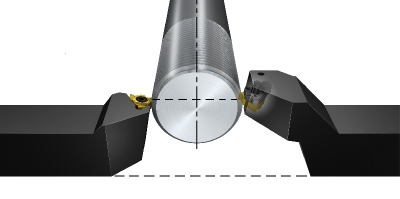
Chcete-li předejít vzniku vibrací, pro vytvoření optimální nástrojové sestavy použijte nástrojový držák s krátkým vyložením. Je-li k dispozici, doporučujeme využít jako oporu protivřeteno nebo koník.
Dlouhé vyložení nástroje je nejčastěji využíváno při soustružení vnitřních závitů. Při obrábění s dlouhým vyložením nástroje je obzvláště důležité správné provedení montáže tyče, aby byl zajištěn dostatečný kontakt upínacích ploch. Doporučená délka upnutí je 2,5–5× průměr tyče (D) a závisí na typu vyvrtávací tyče. Výsledkem je stabilita nástrojové sestavy.
Důležitými faktory z hlediska dosažení co nejlepší funkce a výkonnosti vyvrtávací tyče jsou kontakt, konstrukční řešení a rozměrové tolerance rozhraní mezi nástrojem a nástrojovým držákem. Nejvyšší stability upnutí je dosahováno u nástrojových držáků, které zcela obepínají tyč. Použití prizmatických nástrojových držáků a válcových nástrojových držáků s upínáním pomocí šroubů není doporučeno.

Nástrojový držák, který zcela obepínají vyvrtávací tyč
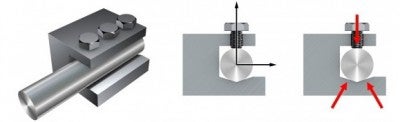
Prizmatický nástrojový držák

Nástrojový držák s válcovou dírou a upínáním pomocí šroubů
Pro upnutí válcových vyvrtávacích tyčí a adaptérů lze použít dělené objímky. Velké vyvrtávací tyče a adaptéry lze upnout s využitím dvou dělených ložiskových pouzder.
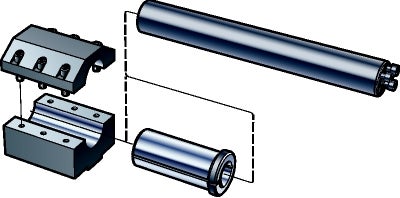
Nástroj upnutý v dělené objímce
Nástroj upnutý s pomocí dvou dělených ložiskových pouzder
Nástrojové držáky pro práci v obrácené poloze určené pro soustružení vnějších závitů
Pro řadu operací je z hlediska usnadnění efektivnějšího odvádění třísek výhodné použít nástrojový držák pro práci v obrácené poloze (nástrojový držák se sníženou hlavou). Nástrojové držáky se sníženou hlavou jsou speciálně vyvinuté pro soustružení závitů v obrácené poloze a umožňují dosažení správného nastavení výšky do osy hrotů bez nutnosti provádění jakýchkoli úprav upnutí v revolverové hlavě nebo použití osy Y.
|
|||
| Konvenční nástrojový držák | Nástrojový držák se sníženou hlavou | ||
Nástrojové držáky pro soustružení vnitřních závitů
Vzhledem k tomu, že při soustružení závitů jsou radiální síly mnohem větší než síly axiální, většinou při něm musí být vyložení nástroje kratší než při všeobecných soustružnických operacích.
Vzhledem k tomu, že u vnitřních soustružnických operací je obvykle vyložení nástroje delší, je jeho posouzení ještě mnohem důležitější, což platí zejména pro soustružení vnitřních závitů, protože vyšší radiální řezné síly zvyšují riziko průhybu nástroje a vzniku vibrací.
Volba vyvrtávací tyče má značný vliv na efektivitu obrábění vnitřních závitů. V závislosti na délce vyložení a požadované úrovni stability je možné použít čtyři hlavní typy.
Ocelové vyvrtávací tyče

- Maximální vyložení 2–3× průměr tyče
- Průměr tyče 10–40 mm (0.4–1.5 inch)
Karbidové vyvrtávací tyče
- Maximální vyložení 5× průměr tyče
- Průměr tyče 16 mm (0.63 inch)
Tlumené ocelové vyvrtávací tyče (Silent ToolsTM)
- Pro použití v kombinaci s řeznými hlavami CoroTurn SL
- Maximální vyložení 5× průměr tyče
- Průměr tyče 40, 50, 60 mm (1.5, 2.0 nebo 2.4 inch)
- Lze je rovněž použít pro upichovací a zapichovací operace
Karbidové vyvrtávací tyče
- Pro použití v kombinaci s řeznými hlavami CoroTurn SL
- Maximální vyložení 5× průměr tyče
- Průměr tyče 16, 20 nebo 25 mm (0.63, 0.75 nebo 1.0 inch)
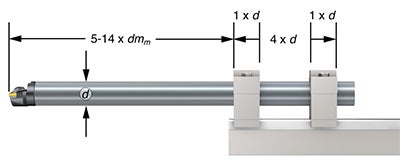
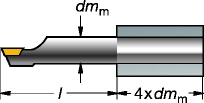
Na velikost průhybu vyvrtávací tyče má vliv typ materiálu, ze kterého je vyrobena, její průměr (dmm), vyložení a velikost řezné síly. Doporučená délka upnutí vyvrtávací tyče v nástrojovém držáku opatřeném upínací objímkou je 4× průměr tyče.
Péče o nástroje pro soustružení závitů
Zavedením postupů pro pravidelnou údržbu nástrojů v dílně předejdete problémům a ušetříte peníze.
Zkontrolujte lůžko břitové destičky

Je důležité se ujistit, že při manipulaci nebo během obrábění nedošlo k poškození lůžka břitové destičky. Přesvědčte se, že lůžko břitové destičky není znečištěno prachem nebo kovovými třískami vznikajícími při obrábění. Je-li to nutné, vyčistěte lůžko břitové destičky stlačeným vzduchem.
Momentový klíč
Abyste u nástrojových držáků s upínáním břitových destiček šroubem dosáhli jejich co nejlepší funkce, je pro správné dotažení břitových destiček třeba použít momentový klíč. Použijte hodnoty kroutícího momentu (TQ) doporučené pro jednotlivé typy nástrojových držáků.
- Příliš vysoký utahovací moment negativně ovlivňuje výkonnost nástroje a má za následek lom břitové destičky nebo šroubu
- Příliš nízký utahovací moment má za následek pohyby břitové destičky, vibrace a znehodnocuje výsledky obrábění
Upínací šrouby

Abyste předešli zadření šroubu, vždy na něj naneste dostatečné množství maziva. Lubrikant je třeba nanést jak na závit, tak i na styčnou plochu hlavy šroubu. Opotřebené nebo poškozené šrouby vyměňte.
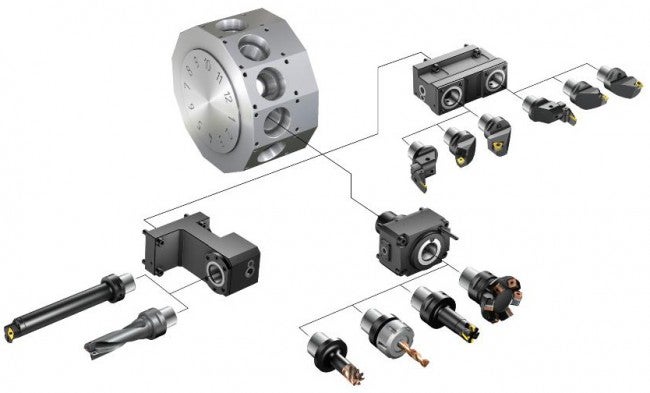
Upínání nástrojů
Coromant Capto® je modulární rychlovýměnná nástrojová koncepce, která, je-li integrována přímo do vřetena, např. u víceúčelových strojů, obráběcích center přizpůsobených pro soustružení nebo vertikálních soustruhů, zvyšuje jejich univerzálnost a stabilitu.
Adaptéry Silent ToolsTM jsou navrženy tak, aby s využitím tlumiče umístěného uvnitř nástroje umožnily co největší omezení sklonů ke vzniku vibrací. Většina zákazníků využívá nástroje Silent ToolsTM pro práce vyžadující dlouhá vyložení. Avšak značného zvýšení produktivity a zlepšení kvality obrobené plochy lze dosáhnout také při kratším vyložení (3× D).

Objímky EasyFix představují řešení, které umožňuje zkrácení času na seřízení při použití adaptérů pro nástroje s válcovou stopkou. Správné nastavení výšky do osy hrotů zaručuje v objímce zabudovaná odpružená západka, která zacvakne do drážky v tyči. Objímky EasyFix jsou navrženy pro použití vysokého tlaku řezné kapaliny.


CoroTurn® SL je modulární systém tvořený adaptéry a výměnnými řeznými hlavami, který umožňuje vytvářet i s malým nástrojovým inventářem velké množství různých nástrojových kombinací.

Upínací systém QSTM je rychlovýměnná koncepce nástrojových držáků umožňující maximalizovat efektivní strojní čas na strojích s posuvnou hlavou.