
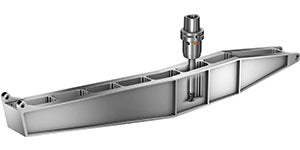
Rozwiązania służące do ekonomicznej, wysokiej jakości obróbki belki podwozia dla branży lotniczej
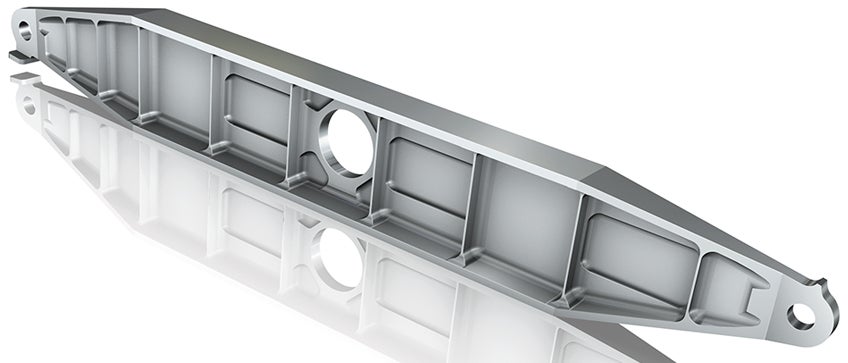
W kadłubie samolotu jest kilka elementów konstrukcyjnych wykonanych z tytanu. Belka podwozia jest przykładem podzespołu, gdzie sekcje konstrukcji nośnej są stosunkowo cienkie. Podczas obróbki elementów konstrukcyjnych dla przemysłu lotniczego często pojawiają się poważne wyzwania, takie jak cienkie dna i ścianki, głębokie kieszenie lub ciasne narożniki. Pomagamy sprostać tym wyzwaniom dzięki dedykowanym narzędziom i metodom.
Często spotykane wyzwania podczas obróbki części konstrukcyjnych:
- Niska produktywność
- Drgania
- Ugięcie narzędzia i obrabianego przedmiotu
- Mała trwałość
- Zakleszczanie się wiórów
- Długotrwała obróbka
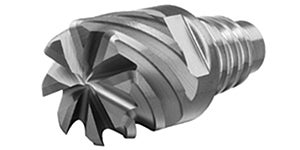
CoroMill® MH20 – Obróbka kieszeni z dużymi posuwami
Podczas obróbki głębokich kieszeni, zwłaszcza wąskich, potrzebne są duże wysięgi. Są to wymagające warunki i występuje duże ryzyko drgań. Frez CoroMill® MH20 jest zoptymalizowany pod kątem zastosowania do obróbki kieszeni w materiałach z grup ISO S, M i P oraz zapewnia bezpieczną i wolną od drgań obróbkę na długich wysięgach.
Dowiedz się więcej o CoroMill® MH20
CoroMill® Plura HFS - Strategia stabilnego frezowania walcowego z wysokim posuwem
Obciążające strategie frezowania, w których występuje duże zagłębienie promieniowe frezu w materiale powodują wydzielanie się ciepła i powstawanie nadmiernych sił skrawania, co sprawia, że narzędzie pracuje w ciężkich warunkach. Bardziej stabilną strategią jest zaprogramowanie dużej głębokości skrawania (ap) i małej szerokości frezowania (ae) przy jednoczesnym kontrolowaniu maksymalnej grubości wiórów, co pozwala wpłynąć na wartości sił skrawania. Dzięki temu można wykonywać obróbkę z wysokimi posuwami przy zwiększonej prędkości skrawania, co prowadzi do osiągnięcia wysokiej wydajności skrawania.
Dowiedz się więcej o CoroMill® Plura HFS ISO S

CoroMill® 316 – Obróbka sekcji z cienkim dnem
Aby sprostać wyzwaniom, jakie niesie obróbka cienkiego dna wgłębienia, firma Sandvik Coromant opracowała specjalną strategię obróbki:
- Narzędzie prowadzone jest metodą spiralną w celu uzyskania maksymalnej stabilności części i tym sam zredukowania ugięcia skrawanej konstrukcji
- Optymalny pozostawiony naddatek umożliwia wykonanie obróbki wykończeniowej przy minimalnych siłach skrawania
- Naroża są obrabiane metodą rozcinania na warstwy w trakcie wielu przejść
- Optymalny stosunek ap/ae minimalizuje siły skrawania i ugięcie obrabianego przedmiotu
Gatunki zoptymalizowane po kątem frezowania tytanu
S30T i S40T można stosować z wieloma modelami frezów z rodziny CoroMill® używanych do frezowania czołowego, walcowo-czołowego, frezów o długich krawędziach skrawających, do frezowania wgłębnego i z dużym posuwem, profilowania i frezowania rowków. Oba gatunki zapewniają niespotykaną niezawodność i długotrwałą wydajność.
Płytki skrawające i ich gatunki do frezowania tytanu i superstopów żaroodpornych

Gatunek S30T - duża prędkość obróbki i wysoka trwałość
S30T to gatunek stworzony dla poprawy produktywności frezowania tytanu. Gatunek ten łączy w sobie cechy właściwe dla węglika drobnoziarnistego i odpornej na zużycie powłoki nakładanej metodą PVD. Wyjątkowo ostre, odporne na zużycie i powstawanie mikrowiórów krawędzie wykazują wysoką trwałość przy obróbce z dużą prędkością skrawania.

Gatunek S40T do obróbki w trudnych warunkach
S40T został stworzony do obróbki w trudnych warunkach, łącząc dużą udarność właściwą dla węglika spiekanego z cienkim pokryciem nakładanym metodą CVD. To połączenie pozwala uzyskać dużą odporność na drgania i trudne warunki skrawania przy długich czasach obróbki. Zużycie płytki jest przewidywalne, jako że krawędź stopniowo traci ostrość, ale płytka nie pęka.

CoroMill® Plura – Do obróbki wykończeniowej kieszeni 2D i frezowania narożników - metoda wielu przejść
Optymalizowane, monolityczne trzpieniowe frezy węglikowe to najlepszy wybór do obróbki wykończeniowej 2D kieszeni. Rodzina frezów trzpieniowych do tytanu doskonale nadaje się do obróbki z dużą wydajnością skrawania bez drgań.
Narzędzia charakteryzują się również dużą precyzją i trwałością przy zastosowaniu wysokich parametrów skrawania.
Najlepsza metoda obróbki narożników w podzespołach z tytanu to metoda wielu przejść z użyciem frezów CoroMill® Plura. Materiał jest stopniowo usuwany w kolejnych przejściach z niewielką promieniową głębokością skrawania/kątem opasania i małymi oporami skrawania.

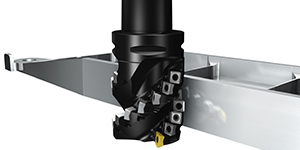
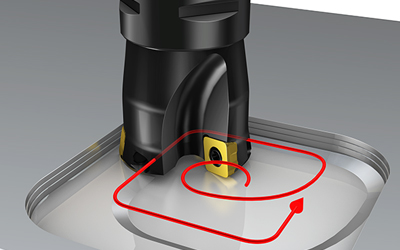
CoroMill® 300 - Zgrubne frezowanie czołowe
Zaprogramować zagłębienie w materiał ruchem z interpolacją kołową zgodnie z kierunkiem ruchu wskazówek zegara (ruch w kierunku przeciwnym do wskazówek zegara nie rozwiąże problemu grubości warstwy skrawanej). Przy tej metodzie zgłębienia ostrza w materiał, grubość warstwy skrawanej w punkcie, w którym ostrze opuszcza materiał będzie zawsze minimalna, co pozwoli zwiększyć posuw i sprzyja większej trwałości ostrzy narzędzia. Najlepszą produktywność i trwałość narzędzia zapewni frez na płytki okrągłe dzięki korzystnemu kątowi przystawienia i generowaniu cieńszych wiórów. CoroMill® 300 na płytki w gatunkach S30T i S40T to optymalny frez do obróbki tytanu, ponieważ posiada układ wewnętrznego doprowadzenia chłodziwa i wersję z podziałką normalną. Obecnie dostępne są modele na płytki wielkości do 20 mm (metryczne) lub 1.0’’ (anglosaskie).

CoroMill® 690 - Frezowanie profili 2D
W naszej ofercie posiadamy pełny asortyment rozwiązań do zgrubnego i wykończeniowego frezowania 2D. Najlepszy wybór do obróbki zgrubnej to frez CoroMill® 690 na płytki w gatunkach S30T i S40T zoptymalizowane pod kątem obróbki tytanu. Osiowe ustawienie płytek z racji ich kształtu zapobiega ruchom podczas obróbki, zapewniając bezpieczeństwo i dużą wydajność skrawania. Taka konstrukcja umożliwia lekką obróbkę z małym zapotrzebowaniem na moc. Wszystkie otwory doprowadzające chłodziwo są gwintowane, co pozwala na dodanie dysz o małej średnicy do podawania chłodziwa pod wysokim ciśnieniem.
Zgrubna obróbka kieszeni 2D - metoda 1
Zgrubną obróbkę kieszeni 2D wykonywać techniką frezowania z interpolacją kołową, ze skośnym zagłębianiem z małą osiową głębokością skrawania i posuwem do 1.0 mm/ostrze przy użyciu frezu do dużych posuwów CoroMill® 210 lub CoroMill® MH20. Narzędzia te umożliwiają niewielkie opory skrawania i szybkie tempo obróbki przy doskonałej wydajności skrawania metalu i nadają się do wszelkich koncepcji i konfiguracji obrabiarek.
Zalety frezowania z interpolacją kołową ze skośnym zagłębianiem to mniejsza liczba narzędzi (bez potrzeby stosowania wierteł) i wszechstronność - możliwość wykonywania przedmiotów różnej wielkości. Alternatywnymi narzędziami wykorzystującymi tę samą technikę programowania są frezy na płytki okrągłe CoroMill® 300.
Dowiedz się więcej o CoroMill® MH20
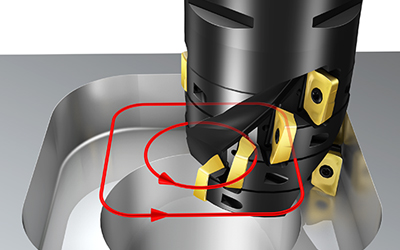
Zgrubna obróbka kieszeni 2D - metoda 2
Otwarcie kieszeni 2D metodą spiralną z użyciem frezu CoroMill 390 o długich krawędziach skrawających na płytki wielkości 11 mm w gatunku S30T zoptymalizowanym do tytanu, przez co zapewniającym doskonałą wydajność skrawania. Przy zagłębianiu stosować małe przejście po łuku - wykonać duży otwór początkowy (metodą wiercenia lub zagłębiania spiralnego) i wejść w materiał metodą spiralną, a następnie zagłębiać się z użyciem płytek z dużymi promieniami naroży, aby uniknąć drgań w narożnikach.
Chłodziwo podawane pod wysokim ciśnieniem
W tym przypadku zalecenie jest jednoznaczne: przy obróbce tytanu zawsze podawać duże ilości chłodziwa, w miarę możliwości pod wysokim ciśnieniem. Zastosowanie HPC podwoi trwałość narzędzia w porównaniu do zwykłego ciśnienia chłodziwa. Zespawane wióry są spłukiwane, dlatego nie występuje szkodliwe dla narzędzia rozdrabnianie wiórów.
Zalecenia:
- Podawać chłodziwo przez wrzeciono i przez narzędzie
- Dostosować objętość i ciśnienie chłodziwa do liczby i średnicy otworów doprowadzających i rodzaju obróbki
- Mała średnica dysz pozwala uzyskać duże ciśnienie chłodziwa
- Zalecane ciśnienie: 70 bar lub więcej
- Zalecana objętość: 50 litrów/ minutę
CoroChuck™ 930
Dzięki doskonałym parametrom mocowania oprawka ta najlepiej na rynku zabezpiecza przed wysunięciem się narzędzia, a także zapobiega drganiom oraz zapewnia najlepszą stabilność i dostępność w obróbce frezarskiej i wiertarskiej. Rozwiązanie to nie tylko pomaga zwiększyć bezpieczeństwo i precyzję obróbki, lecz także zwiększa wydajność produkcji dzięki szybkiej i prostej konfiguracji i wymianie narzędzi. Aby zapewnić całkowite zabezpieczenie przed wysunięciem się narzędzia, dostępna jest tuleja zaciskowa do frezów z chwytem Weldon.

