
Rozwiązania służące do ekonomicznej, wysokiej jakości obróbki wału drążonego dla branży lotniczej
Dwie cechy tego elementu stanowiące duże wyzwanie to głębokie wewnętrzne komory oraz zamki łopatek w postaci rowków zewnętrznych o kształcie przypominającym kielich tulipana.
Do tych zadań najlepiej zastosować rozwiązania niestandardowe w połączeniu z odpowiednimi gatunkami.
Rozwiązania narzędziowe do obróbki wału drążonego
Gatunki zoptymalizowane pod kątem toczenia superstopów żaroodpornych (HRSA) na bazie niklu
Gatunki tokarskie GC1205 i GC1210 zapewniają bezpieczną i wysoce niezawodną obróbkę przy doskonałej odporności na ścieranie powierzchni przyłożenia i powstawanie wrębów (karbu). Połączenie twardego podłoża i pokrycia PVD pozwala na znaczny wzrost prędkości skrawania (GC1205) i trwałości ostrza (GC1210).
- GC1205: gatunek do obróbki wykończeniowej obrobionych powierzchni. Przeznaczony do obróbki na etapach końcowym i pośrednim
- GC1210: stosowany głównie do obróbki na etapie pośrednim. Uzupełnia gatunek GC1205 w sytuacjach wymagających większej udarności

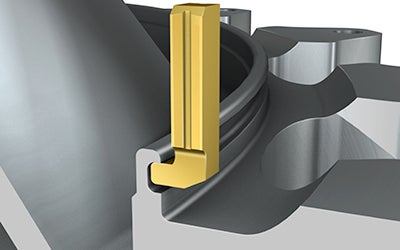
Płytki kątowe CoroCut® pasujące do każdego kształtu rowka
Zaprojektowane tak, by dosięgać trudno dostępne rowki i zagłębienia w złożonych przedmiotach. Jako uzupełnienie standardowego asortymentu narzędzi CoroCut o kącie 90 stopni, dostępne są półprodukty do zastosowań specjalnych o kącie 90 i 45 stopni oraz typu T.
Narzędzia Coromant Capto® z tłumieniem drgań
Do obróbki wewnętrznych wgłębień o głębokości najczęściej do 150 mm należy stosować długie, smukłe narzędzia. Mogą pojawić się tendencje do drgań oraz problemy z usuwaniem wiórów z rowka.
Bezpieczeństwo przebiegu obróbki jednego z najtrudniejszych podzespołów udało się osiągnąć przez:
- Owalne ząbkowane złącza listew zapewniające stabilność i łatwość dostępu. Wysokość listwy wynosząca 100 mm pozwala na optymalny przebieg podawania chłodziwa i odprowadzania wiórów
- Zastosowanie elementu tłumiącego drgania w listwach, których długość przynajmniej 4-krotnie przekracza szerokość. Taka konstrukcja pozwala na skrawanie z głębokością 4-krotnie większą niż bez elementu tłumiącego drgania
- Zastosowanie toczenia trochoidalnego i gatunku ceramicznego CC6160, 6220 lub 6230 w celu zmniejszenia liczby przejść
Bezpieczny przebieg obróbki i ponad dwukrotna poprawa produktywności
Dowiedz się więcej o systemie Coromant Capto®
 Bez tłumienia drgań |  |
 Te same warunki skrawania przy zastosowaniu tłumika drgań |

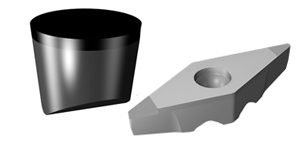
Ceramiczne gatunki płytek tokarskich
Ceramiczne gatunki CC6220 i CC6230 są przeznaczone do bardzo wymagającej obróbki nowych, trudno skrawalnych superstopów żaroodpornych, z którą nie radzą sobie gatunki ceramiczne wzmacniane wiskersami lub wykonane z SiAlON. Ich zastosowanie przekłada się na obniżenie jednostkowego kosztu obróbki przedmiotu. Wybór gatunku CC6160 pozwala uzyskać wysokie wydajności skrawania podczas obróbki kieszeni i profilowania. Do obróbki bardziej wymagających powierzchni superstopów żaroodpornych należy wybrać bardziej udarny gatunek CC6165.
Dowiedz się więcej o gatunkach ceramicznych CC6220 i CC6230
Dowiedz się więcej o gatunkach ceramicznych i zobacz asortyment

Płytki RCMX do toczenia pośredniego i wykończeniowego
Węglikowe płytki RCMX mogą być osadzane w tych samych gniazdach co płytki ceramiczne, pozwalając na zredukowanie liczby niezbędnych narzędzi i skrócenie czasu ustawiania. Geometria zapewnia niskie opory skrawania i dobrą kontrolę wióra.
- Dostępne w gatunku S05F do HRSA oraz gatunku H13A do tytanu

Płytki tokarskie RCGX do obróbki wykończeniowej i dogładzania
Płytki okrągłe dopasowane do oprawek z gniazdem o przekroju V tzw. 'V bottom' zapewniające mniejszą chropowatość powierzchni. Niskie opory skrawania dzięki zoptymalizowanej geometrii krawędzi.
- Dostępne w gatunku S05F do HRSA oraz gatunku H13A do tytanu

CB7014: płytki CBN do szybkościowego toczenia nadstopów na bazie niklu
Wytaczanie wykończeniowe podzespołów dla branży lotniczej to trudny rodzaj obróbki, wykonywanej w wytrzymałych materiałach z grupy ISO S. Zastosowanie płytek z ostrzem z sześciennego azotku boru (CBN) umożliwia zwiększenie prędkości skrawania i wzrost produktywności przy zachowaniu tak samo dobrego stanu warstwy wierzchniej. Płytki CBN zoptymalizowane pod kątem szybkościowej obróbki wykończeniowej superstopów żaroodpornych na bazie niklu są teraz dostępne standardowo w naszym magazynie.
CoroTurn® 107 ze złączem szynowym do profilowania i obróbki wgłębień w superstopach żaroodpornych (HRSA)
Do obróbki wykończeniowej przedmiotów z superstopów żaroodpornych o stosunkowo otwartych konturach optymalnie nadaje się płytka CBN o geometrii dodatniej z mocowaniem śrubą. Nawet 12 dostępnych pozycji płytki w gnieździe zwiększy produktywność obróbki w superstopach żaroodpornych. Złącze szynowe zapewnia bezpieczne mocowanie, oferuje bezpieczeństwo obróbki i zwiększa niezawodność oraz trwałość narzędzia podczas profilowania i obróbki wgłębień.

