Tips voor het oplossen van freesproblemen met trillingen, spaanophoping, hersnijden van spanen, onbevredigende oppervlakte-afwerking, braamvorming, machinevermogen en gereedschapsslijtage worden gepresenteerd in de volgende tabel.
Oorzaak
Oplossing
Trilling
Zwakke opspanning.
Evalueer de richting van de snijkrachten en bied voldoende steun of verbeter de opspanning.
Reduceer de snijkrachten door de snedediepte ap te reduceren.
Selecteer een grove en differentieel vertande frees met een positievere snijwerking.
Selecteer een geometrie met een kleine hoekradius en kleine parallelle geleiderand.
Selecteer een fijnkorrelige, niet gecoate wisselplaat, of een dunnere coating.
Voorkom bewerken wanneer het werkstuk een slechte ondersteuning heeft tegen de snijkrachten.
Axiaal zwak werkstuk.
Overweeg een hoekfrees (90-graden instelhoek) met positieve geometrie.
Selecteer een wisselplaat met L-geometrie.
Verlaag de axiale snijkracht –geringere snedediepte, kleinere hoekradius en parallelle geleiderand.
Selecteer een frees met grove en differentiële vertanding.
Controleer de gereedschapsslijtage.
Controleer de rondloop van de gereedschapshouder.
Verbeter de opspanning van het gereedschap.
Gereedschapsuitsteeklengte te groot.
Minimaliseer uitsteeklengte.
Gebruik wijdvertande frezen met differentiële vertanding.
Balanceer radiale en axiale snijkrachten – 45 graden instelhoek, grote hoekradius of frees met ronde wisselplaten.
Verhoog de voeding per tand.
Gebruik een lichtsnijdende wisselplaatgeometrie.
Reduceer de axiale snedediepte, af.
Gebruik tegenlopend frezen bij het nabewerken.
Gebruik overmaatse frezen en Coromant Capto® koppelingsadapters.
Probeer voor volhardmetalen vingerfrezen en frezen met verwisselbare kop een gereedschap met minder tanden en/of een steilere spiraalhoek.
Frezen van een hoek met zwakke spil.
Selecteer de kleinst mogelijke freesdiameter.
Selecteer een positieve en lichtsnijdende frees en wisselplaat.
Probeer tegenlopend frezen.
Controleer de spilafbuiging om te zien of deze acceptabel is voor de machine.
Onregelmatige tafelvoeding.
Probeer tegenlopend frezen.
Draai het machinevoedingsmechanisme aan: stel de voedingsschroef op CNC-machine in.
Stel de borgschroef af of vervang de kogelspindel op conventionele machines.
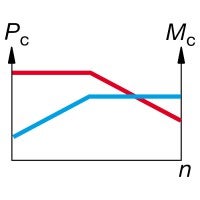
Snijgegevens.
Reduceer snijsnelheid, vc.
Verhoog de voeding, fz.
Wijzig de snedediepte, ap.
Slechte stabiliteit.
Reduceer de uitsteeklengte.
Verbeter de stabiliteit.
Trilling in hoeken.
Programmeer grote hoekradii met gereduceerde voeding.
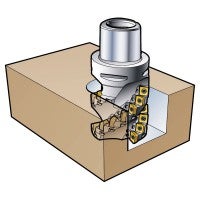
Spaanophoping Algemeen probleem bij sleuffrezen – vooral bij langspanige materialen.
Schade wisselplaathoek.
Uitbrokkeling/breuk snijkant.
Hersnijden van spanen.
Verbeter de spaanafvoer door het gebruik van rijkelijk en goed gerichte snijvloeistof of perslucht.
Reduceer voeding, fz.
Verdeel diepe sneden over verschillende gangen.
Probeer tegenlopend frezen bij het frezen van diepe sleuven.
Gebruik wijdvertande frezen.
Gebruik volhardmetalen vingerfrezen of frezen met verwisselbare kop met twee of maximaal drie snijdende wisselplaten en/of grotere spiraalhoek.
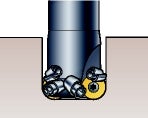
Hersnijden van spanen komt voor bij het frezen van volledige sleuven en frezen van holtes – vooral in titanium. Ook gangbaar bij het frezen van diepe holtes en uitsparingen op verticale machines.
Snijkantbreuk.
Schadelijk voor de standtijd en betrouwbaarheid.
Spaanophoping.
Voer spanen effectief af middels perslucht of ruime snijvloeistofstroom – bij voorkeur inwendige koeling.
Wijzig freespositie en gereedschapspad-strategie.
Reduceer voeding, fz.
Verdeel diepe sneden over verschillende gangen.
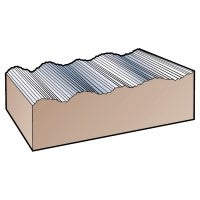
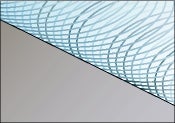
Onbevredigende oppervlakte-afwerking
Overmatige voeding per omwenteling.
Stel de frees axiaal in of classificeer wisselplaten. Controleer de hoogte met indicator.
Controleer rondloop van de spil en freesmontageoppervlakken.
Verlaag de voeding per omw. naar max. 70% van de breedte van de parallelle geleiderand.
Gebruik wiper wisselplaten indien mogelijk (voor nabewerkingen).
Om geoptimaliseerde snijgegevens,de beste mogelijk kwaliteit van het werkstuk en lange standtijd te realiseren, moet u er altijd aan denken de wisselplaat/snijkant na het bewerken te controleren. Gebruik deze lijst van oorzaken en oplossingen voor verschillende soorten wisselplaatslijtage als referentie voor succesvol frezen.
Oorzaak
Oplossing
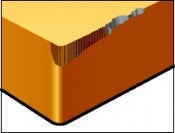
Vrijloopvlakslijtage Snelle slijtage welke slechte oppervlakte-afwerking veroorzaak of buiten tolerantie.
Te hoge snijsnelheid.
Onvoldoende slijtvastheid.
Voeding, fz, te laag.
Reduceer snijsnelheid, vc.
Kies een slijtvastere hardmetaalsoort.
Verhoog de voeding, fz.
Vrijloopvlakslijtage Overmatige slijtage die een kortere standtijd veroorzaakt.
Reduceer rondloop tot onder de 0.02 mm (0.0008 inch).
Controleer de houder en spantang.
Minimaliseer gereedschapsuitsteeklengte.
Gebruik minder tanden in snede.
Kies een gereedschap met grotere diameter.
Selecteer voor volhardmetalen vingerfrezen en frezen met verwisselbare kop een steilere helix geometrie(gp ≥45°).
Verdeel de axiale snijdiepte, ap, over meer dan één gang.
Reduceer voeding, fz.
Reduceer snijsnelheid, vc.
HSM vereist ondiepe gangen.
Verbeter de opspanning van het gereedschap en het werkstuk.
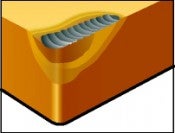
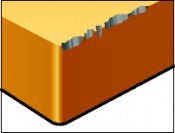
Kolkslijtage Overmatige slijtage welke een verzwakte snijkant veroorzaakt. Snijkant doorbraak op de achterrand veroorzaakt een slechte oppervlakte-afwerking.
Diffusie-slijtage door te hoge snijtemperaturen op het spaanvlak.
Selecteer een Al203 gecoate soort.
Selecteer een positieve wisselplaatgeometrie.
Reduceer de snelheid om een lagere temperatuur te verkrijgen en reduceer vervolgens de voeding.
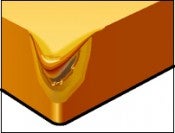
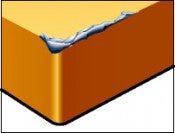
Plastische deformatie Plastische deformatie van de snijkant, depressie of vrijloopvlak- impressie, hetgeen leidt tot slechte spaanbeheersing, slechte oppervlakte- afwerking en wisselplaatbreuk.
Snijtemperatuur en druk te hoog.
Kies een slijtvastere (hardere) soort.
Reduceer snijsnelheid, vc.
Reduceer voeding, fz.
Uitbrokkeling Het deel van de snijkant die niet in snede is wordt beschadigd door spaanhamering. Zowel de bovenkant als de steun voor de wisselplaat kunnen beschadigd raken, hetgeen leidt tot een slechte oppervlaktetextuur en overmatige vrijloopvlakslijtage.
De spanen worden afgeleid naar de snijkant.
Kies een taaiere hardmetaalsoort.
Selecteer een wisselplaat met een sterkere snijkant.
Verhoog de snijsnelheid, vc.
Selecteer een positieve geometrie.
Reduceer de voeding aan het begin van de snede.
Verbeter stabiliteit.
Uitbreking Kleine snijkantbreuken (uitbrokkeling) leiden tot slechte oppervlakte-afwerking en overmatige vrijloopvlakslijtage.
Soort te bros.
Wisselplaatgeometrie te zwak.
Snijkantsopbouw.
Kies een taaiere hardmetaalsoort.
Selecteer een wisselplaat met een sterkere geometrie.
Verhoog de snijsnelheid, vc, of selecteer een positieve geometrie.
Reduceer de voeding aan het begin van de snede.
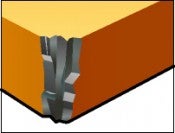
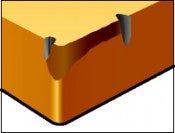
Kerflsijtage kerfslijtage leidt tot een slechte oppervlakte-afwerking en risico van snijkantbreuk.
Zelfhardende materialen.
Huid en schaal.
Reduceer snijsnelheid, vc.
Kies een taaiere hardmetaalsoort.
Gebruik een sterkere geometrie.
Gebruik een snijhoek dichter bij 45 graden.
Gebruik ronde wisselplaten voor de beste resultaten.
Gebruik variabele ap techniek om de slijtage te verlengen.
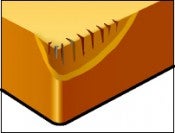
Warmtescheuren Kleine scheuren loodrecht op de snijkant leiden tot uitbrokkeling en slechte oppervlakte-afwerking als gevolg van temperatuurvariaties.
Onderbroken bewerking.
Variërende snijvloeistoftoevoer.
Selecteer een taaiere soort met betere bestendigheid tegen thermische schokken.
Snijvloeistof moet royaal worden toegepast of helemaal niet.
snijkantsopbouw (BUE) Snijkantsopbouw leidt tot slechte oppervlakte-afwerking en uitbrokkeling van de snijkant wanneer de BUE wordt weggetrokken.
Temperatuur in de snijzone is te laag.
Zeer stroperig materiaal, zoals koolstofarm staal, roestvaststaal en aluminium.
Verhoog de snijsnelheid, vc.
Schakel over naar een geschiktere wisselplaatgeometrie.
Snijkantsopbouw (BUE) Werkstukmateriaal wordt aan de snijkant gelast.