
Freesprogrammering
Centrum- of omtrekvoeding
Een machine is ontworpen voor centrumvoeding of omtrekvoeding, vf, (zonder radiuscompensatie) of omtrekvoeding, vfm (met radiuscompensatie).
Wanneer de bewerking een centrumvoeding nodig heeft en in plaats daarvan is een omtrekvoeding geprogrammeerd (op machines zonder radius compensatie), dan zal de fz waarde te hoog worden, met het risico op het defect raken van de wisselplaat.
Centrum-, vf, of omtrekvoeding, vfm.
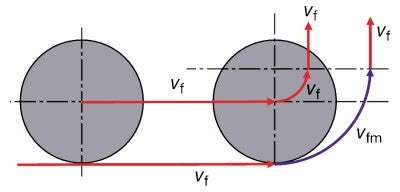
Centrumvoeding programmering
De gegenereerde NC-codes zullen het centrum van de frees programmeren in plaats van de omtrek.
Voor het frezen in een rechte lijn (G1), is de voeding bij de wand van het werkstuk, vfm, hetzelfde als de geprogrammeerde voeding, vf, terwijl de omtrekvoeding rond een radius (G2) hoger zal zijn dan centrumvoeding van het gereedschap. Daarom moet de tafelvoeding, vf worden gereduceerd om de voeding per tand fz te handhaven.
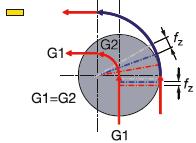
Zonder reductie van de centrumvoeding zal,
fz toenemen in hoeken.

Met reductie van de centrumvoeding.
Centrum voedingsreductie
Een reductiefactor kan worden gevonden in de tabel en hangt af van:
- Snijdiameter tot componentradius – DC/radm.
- Radiale diepgang – ae/DC.
| kWaarde reductiefactor voor voeding in hoeken () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0,05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0,75 | 0.85 | 0.95 | |
| 2,00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0,75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0,75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0,75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0,75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0,75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Voedingsreductie voorafgaande aan hoek
Het reduceren van de voeding voordat de hoek wordt bereikt is vooral belangrijk bij het frezen bij hoge snelheden.
Omdat de frees nog steeds recht voedt tegen het einde van de G1 lijn, begint de aangrijphoek toe te nemen. Daarom moet de voeding worden gereduceerd voordat de hoek wordt bereikt, d.w.z. binnen het In bereik dan 50% x DC is.
Een machinebesturing met een geavanceerde look-ahead functie zal de wijzigingen in de voeding automatisch beheren.
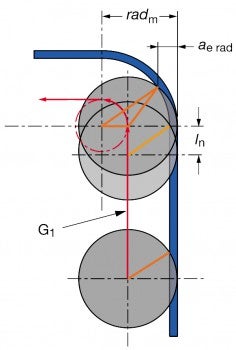
Reduceer de voeding op een afstand:
ln = 50% DC
