hellend frezen: Twee assen lineair en circulair
Wat is succesvol hellend frezen?
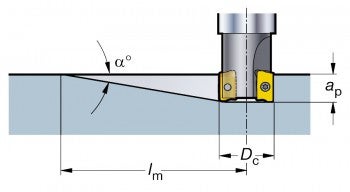
Lineair hellend frezen is een algemeen gebruikte, doelmatige manier van benaderen van het werkstuk bij het bewerken van gesloten sleuven/uitsparingen/holtes en het elimineert de noodzaak voor een boor.
Lineair hellend frezen is gedefinieerd als het tegelijkertijd voeden in de axiale richting (Z) en in één radiale richting (X of Y), d.w.z. hellend op twee assen.
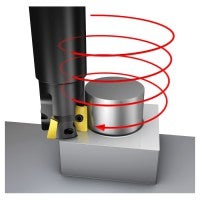
Circulair hellend frezen (ook wel schroefvormige interpolatie, spiraalvormige interpolatie, orbitaal boren, etc. genoemd) is een gelijktijdige beweging in een cirkelvormig pad (X en Y) in combinatie met een axiale voeding (Z) met een gedefinieerde spoed, en ook een alternatief voor boren.
Circulair hellend frezen heeft altijd de voorkeur boven lineair hellend frezen (volledig sleuffrezen), omdat spiraalvormige interpolatie een veel soepeler proces is daar de radiale snede wordt gereduceerd. Het maakt puur meelopend frezen mogelijk en biedt een betere spaanafvoer. Een linksom rotatie waarborgt meelopend frezen.
Twee-assen hellend frezen – lineair
Hoe hellend frezen toe te passenEen veeleisend freesproces
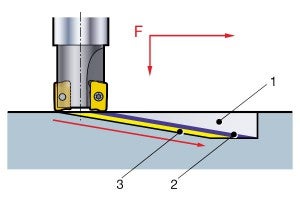
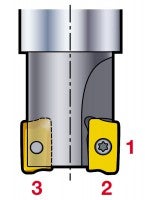
Er zijn drie freesprocessen die tegelijkertijd optreden tijdens het lineair frezen:
1) Omtreksnijden met de voorste wisselplaat.
2) Bodemsnijden met de voorste wisselplaat.
3) Bodemsnijden met de laatste wisselplaat.
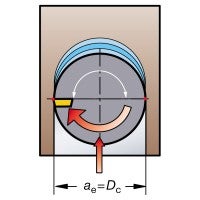
De snijkrachten zijn zowel axiaal als radiaal.
Er is ook extra belasting op het gereedschap als gevolg van het volledig sleuffrezen, hetgeen betekent dat ae=Dc, wat grote radiale krachten en lange spanen genereert.
Bewerkingsaanbevelingen
- Reduceer de voeding tot 75% van normaal.
- Wanneer sleuffrezen wordt uitgevoerd direct na hellend frezen, dan is het belangrijk door te gaan met een lagere voeding, gedurende een afstand die correspondeert met de freesdiameter, totdat de laatste wisselplaat niet langer snijdt.
- Gebruik snijvloeistof om te helpen bij de spaanafvoer.
- Reduceer de gereedschapsradius om het contactgebied te reduceren.
- Lineair hellend frezen moet worden beperkt tot smalle sleuven van minder dan 30 mm breed, wanneer toegang voor circulair hellend frezen beperkt is.
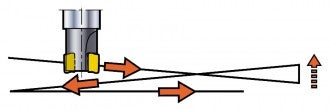
Progressief hellend frezen
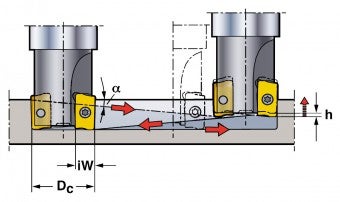
Bij hellend frezen in verschillende gangen om een diepe sleuf te produceren, kan de productiviteit gemakkelijk worden verhoogd door hellend te frezen in beide richtingen (progressief hellend frezen) in plaats van in slechts één richting (enkelvoudige gang hellend frezen).
Opmerking: Bij het voeden van de frees met de maximale hellingshoek, moet deze over een afstand h worden opgetild, voordat deze van richting kan worden gewijzigd. Dit voorkomt schade aan het centrale deel van het freeslichaam.
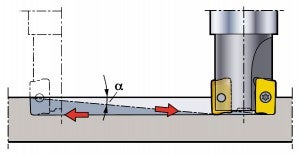
Hellend frezen in een enkele gang.
Gereedschapspadcorrectie
Progressief hellend frezen bij maximale infreeshoek.
Wisselplaatradius heeft invloed op de maximum infreeshoek
Voorbeeld:
De curven in het diagram zijn geldig voor minimum en maximum radii. Graag zelf interpoleren voor tussenliggende radii.
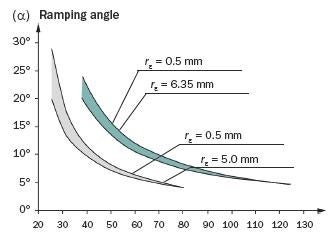
Gereedschapdiameter, Dc mm

= Wisselplaatgrootte 22

= Wisselplaatgrootte 16
Twee assen hellend frezen – circulair

Procesoverwegingen
Er zijn drie belangrijke overwegingen bij circulair hellend frezen; indien niet correct toegepast, zullen er problemen optreden.
- Freesdiameterselectie voor gatgrootte.
- Spoed per omwenteling.
- Voedingssnelheid.
1. Freesdiameterselectie voor gatgrootte
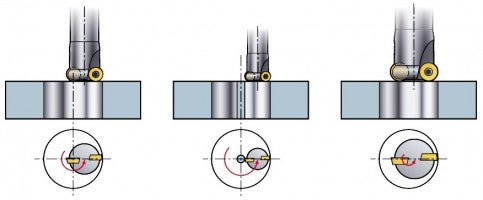
De keuze van de freesdiameter is zeer belangrijk bij het gebruik van frezen die niet centrumsnijdend zijn. De freesdiameter waarborgt dat de wisselplaat snijdt over de hartlijn van het gat.
De freesdiameter is te klein en er blijft een kern over in het midden – zoals bij kerngatboren. Dit is acceptabel voor grotere uitsparingen (‘mangaten’) maar de kern moet worden ondersteund wanneer deze valt.
Wanneer de freesdiameter te groot is, dan bereikt de wisselplaat niet de hartlijn van het gat en wordt er een pit gevormd, die onderaan de frees een verontreiniging veroorzaakt.Maximum gatdiameter
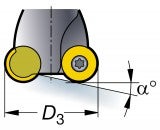
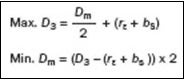
- De maximum gatdiameter , Dm, welke geproduceerd kan worden in één continue spiraal, is 2 x D3.
- Dit is volledig sleuffrezen en resulteert in een pit in het midden van het blinde gat.
- De pit wordt verwijderd door naar het centrum te voeden voor een vlakke bodem.
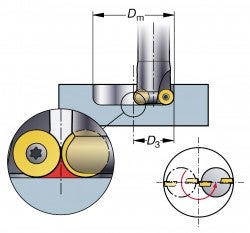
Max. gatdiameter Dm
Freesdiameter vlakke bodem
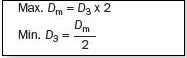
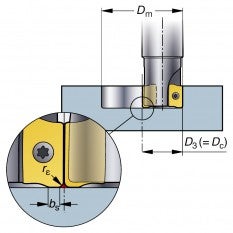
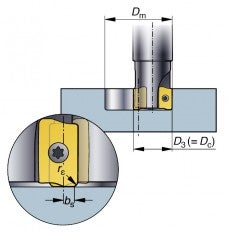
- Zorg ervoor dat er geen pit achterblijft op de bodem van een blind gat, er moet rekening worden gehouden met de grootte van de wisselplaatradius.
- De frees is te groot, de pit kan niet worden verwijderd door naar het centrum te voeden.
Min. gatdiameter Dm
Min. gatdiameter Dm
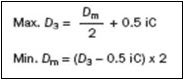
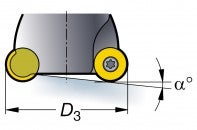
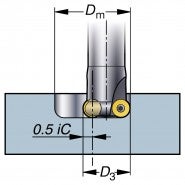
Minimum diameter doorgaand gat
- De minimum diameter die botsen van het freeslichaam voorkomt vanwege niet centrum snijdend.
- b is de maximum stepover die is toegestaan voor plungefrezen (insteekfrezen), en is hetzelfde voor de maximum overlap.
- Voor ronde wisselplaten, moet b worden berekend als b = 0.8 x iC.
- Pit kan niet worden verwijderd.
2. Spoed (P)
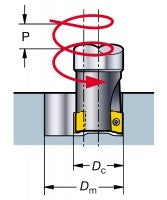
De spoed kan nooit groter zijn dan de maximum ap voor het freesconcept, en hangt af van de gatdiameter, de freesdiameter en de hellingshoek.
3. Voedingssnelheid
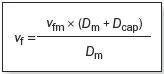
De voedingswaarde hangt altijd af van de hex-waarde die correspondeert met de perifere voeding , vfm. Echter, veel machines vereisen een centrumvoeding van het gereedschap, vf, welke overeenkomstig moet worden berekend:
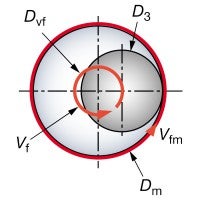
Dvf = geprogrammeerd freespad.
Geprogrammeerde voeding:
vfm = bij het gebruik van radiuscompensatie.
vf = bij het gebruik van de gereedschap centrumvoeding.
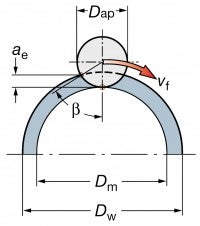
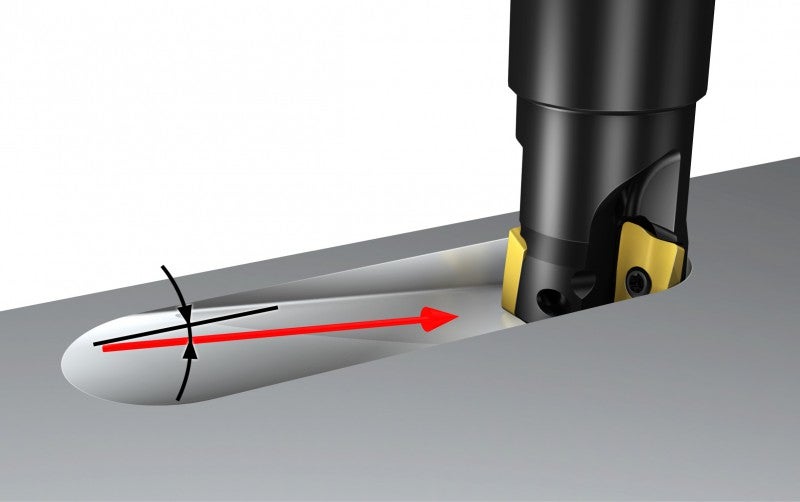
Circulair uitwendig hellend frezen
Uitwendig circulair hellend frezen (3-assen)

Uitwendig circulair frezen (2-assen)
Wat is succesvol uitwendig hellend frezen?
Vergeleken met inwendig circulair frezen/hellend frezen:
- De centrumvoeding van het gereedschap, vf, wordt verhoogd in plaats van verlaagd.
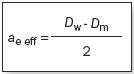
- De radiale diepte, ae, wordt veel kleiner bij het uitwendig frezen, en daarom kan een hogere snijsnelheid worden gebruikt.
- hex wordt op dezelfde manier berekend als voor afkanten.
- De programmeringstechniek is overigens vrijwel gelijksoortig aan het inwendig frezen van gaten.