Afsnijden en trochoïdaal frezen

Afsnij- en trochoïdale freesmethoden werden oorspronkelijk ontwikkeld voor het voorbewerken en semi-nabewerken van moeilijke materialen zoals harde staalsoorten, ISO H, en HRSA-materialen, en ISO S, maar kan ook worden gebruikt voor andere materialen, vooral in trillingsgevoelige toepassingen.
Trochoïdaal frezen wordt primair gebruikt voor sleuffrezen.
Afsnijden wordt doorgaans gebruikt voor het semi-voorbewerken van hoeken.
Deze beide methoden hebben bewezen zeer zeker en productief te zijn.
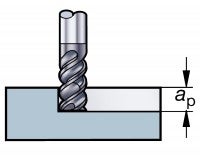
De technieken afsnijden en trochoïdaal frezen zijn gebaseerd op een kleine radiale snedediepte, ae, welke:
- Een lage radiale snijkracht genereert die minder eisen stelt aan de stabiliteit en een grotere snedediepte ap mogelijk maakt.
- Betekent dat slechts één tand tegelijkertijd in snede is hetgeen de neiging tot trilling minimaliseert.
- De hitte in de snijzone reduceert vanwege de korte contacttijd, waardoor het mogelijk is hogere snijsnelheden te hanteren.
- Een kleinere spaandikte genereert, hex, maar een hogere voeding, fz.
Keuze van gereedschappen
De afsnijtechniek kan ook worden gebruikt met lange snijkantsfrezen welke een kleine radiale snedediepte, ae combineren met een grote axiale snedediepte, ap.
Hoe afsnijden en trochoïdaal frezen toe te passen
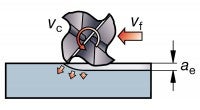
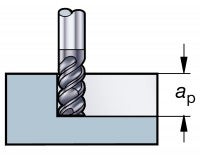
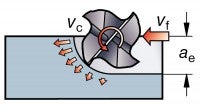
Afsnijden gebruikt een hogere snijsnelheid, vc, en een axiale snede, ap, maar met slechts kleine radiale aangrijpingen, ae, en voeding per tand, fz. Dit is mogelijk vanwege:
- Factor Dunne spaandikte.Kleine aangrijphoek.
- Effect Lagere snijkracht/afbuiging.Verlaagde temperatuur bij snijzone.
- Voordeel Diepere axiale sneden.Hogere snelheden.
Trochoïdaal frezenToepassingsgebied
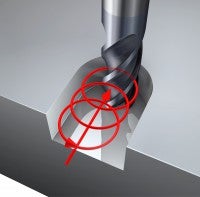
Een uitstekende methode voor sleuffrezen als trilling een probleem is. Het is ook geschikt voor ruw frezen van ingesloten holtes, uitsparingen en groeven.Definitie
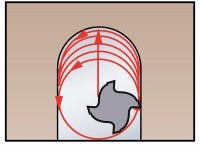
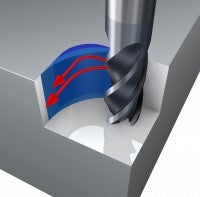
Trochoïdaal frezen kan worden gedefinieerd als circulair frezen waarbij tegelijkertijd sprake is van voorwaartse bewegingen. De frees verwijderd herhaaldelijk "plakjes" materiaal in een opeenvolging van continue spiraalvormige gereedschapspaden in haar radiale richting.
Het vereist gespecialiseerde programmering en machinegereedschapscapaciteiten.
Het gereedschap is geprogrammeerd met in- en uit de snede draaien, waarbij de radiale steek , w, laag wordt gehouden, hetgeen betekent dat:
- De bestuurde aangrijphoek genereert lage snijkrachten welke hoge axiale snedediepten mogelijk maken.
- De hele snijkantlengte wordt gebruikt, om te waarborgen dat hitte en slijtage gelijkmatig zijn en worden verdeeld, hetgeen leidt tot een langere standtijd dan bij traditioneel sleuffrezen.
- Vanwege de korte aangrijphoek, worden gereedschappen met meerdere snijkanten gebruik, waardoor hoge tafelvoedingen met een betrouwbare standtijd mogelijk zijn.
- De maximum radiale snedediepte, ae, mag niet meer zijn dan 20% van de freesdiameter.
ap ≤ 2 x Dc
ae = klein
vf = hoog
vc = tot wel 10 keer die van conventionele methoden
Voor groefbreedtes minder dan 2 x Dc
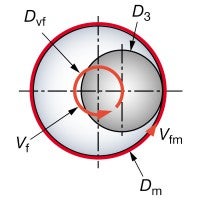
Het gereedschap wordt geprogrammeerd op een continu spiraalpad dat voedt in radiale richting om een groef of een profiel te vormen. De voeding is constant, met een continue variërende radiale snede. Het gereedschap snijdt 50% van de tijd niet.Overwegingen
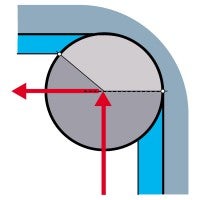
1) De radiale snede wijzigt constant en bij de grootste diepgang, is deze hoger dan de geprogrammeerde overstap, w.
2) Het is belangrijk om de freesdiameter / sleufbreedte ratio onder de 70% te houden en de radiale vertanding, w, onder 10% of Dc.
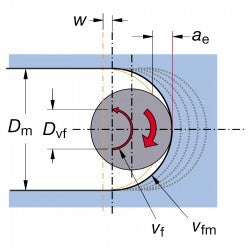
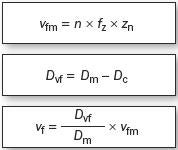
3) De voeding is constant, echter de centrumvoeding van het gereedschap, vf, varieert van de perifere voeding, vfm. Wanneer de voeding is geprogrammeerd op basis van het gereedschapscentrum, dan moet de perifere voeding worden berekend.
Snijparameters
- Max. freesdiaDc = 70% sleufbreedte
- Step overw = max. 10% Dc
- Radiale snede max.ae = 20% Dc
- Axiale snedeap = tot 2 x Dc
- Start voeding per tandfz = 0.1 mm
Bereken geprogrammeerde voedingvf
Toepassingstips voor trochoïdaal frezen
Trochoïdaal frezen biedt een veiliger proces vergeleken met het traditionele sleuffrezen of plungen, met een verhoogde standtijd en lagere gereedschapskosten, omdat een 12 mm gereedschap een 8 mm gereedschap vervangt.Voor sleuven breder dan 2 x Dc
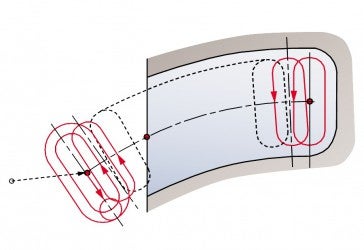
Een continu spiraalpad, zoals geprogrammeerd voor de smalle groef waarbij 50% van de tijd wordt besteed met het gereedschap niet in snede, kan worden geoptimaliseerd met het breder worden van de groef:
- In de snede draaien – geprogrammeerde radius (radm) = 50% van Dc.
- G1 met ae = 0.1 x Dc.
- Uit de snede draaien– geprogrammeerde radius (radm) = 50% van Dc.
- Snelle beweging naar volgende startpositie.
- Herhaal cyclus.
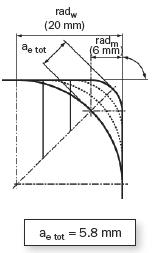
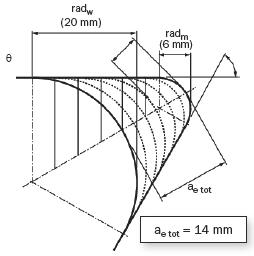
Afsnijden – hoekfrezen
Toepassingsgebied
Afsnijden is een semi-voorbewerkingstechniek die wordt gebruikt bij het frezen van hoeken, waar het grotere gereedschap dat is gebruikt in de voorgaande bewerking niet kan komen.Definitie
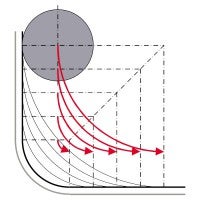
In tegenstelling tot trochoïdaal frezen, is het in- of uit de snede draaien niet vereist, omdat de radiale snede van nul naar een maximum in het midden loopt en dan weer terugvalt naar nul.
Meerdere gangen verwijderen achtereenvolgens materiaal, hetgeen een consistente lage radiale diepgang/aangrijpingshoek en lage snijkrachten waarborgt.Overwegingen:
Voedingsreductie in hoeken:
- Net als bij alle radius contourbewerkingen bij programmering met een gereedschap centrumvoeding, vf, moet de voeding worden verlaagd in verhouding met de periferievoeding van het gereedschap, vfm, om een constante voeding per tand te handhaven.
- Snedediepte kan ook te groot worden om in staat te zijn met dezelfde hoge voeding te werken als bij het frezen in een rechte lijn, afhankelijk van de freesdiameter tot hoekradius-verhouding.
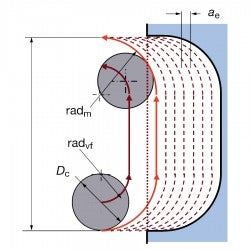
- Echter, de ratio tussen geprogrammeerde freespaddiameter, Dvf, en gatdiameter, Dm, neemt constant toe in de richting van de afgewerkte hoekradius, hetgeen betekent dat de voeding constant moet worden verlaagd voor elke gang.
- Proces wordt instabiel en er treedt trilling op
- Een bewerkingsmachine met een goede dynamische stabiliteit en een reductieregeling van de centrumvoeding van het gereedschap is essentieel voor het succesvol frezen van inwendige hoeken
Afsnijden
Conventioneel

Dvf en vf worden continu verlaagd voor elke gang
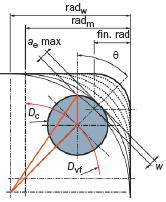
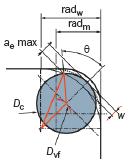
w = radiale stap
radm = component eindradius
radw = component startradius
Voor dezelfde start- en eindradii, zal het aantal benodigde gangen variëren, afhankelijk van de hoek. Voor hoeken kleiner dan 60˚, kan plungefrezen met een plungeboor een goede oplossing zijn.Hoek van de hoek