
Groef- of sleuffrezen
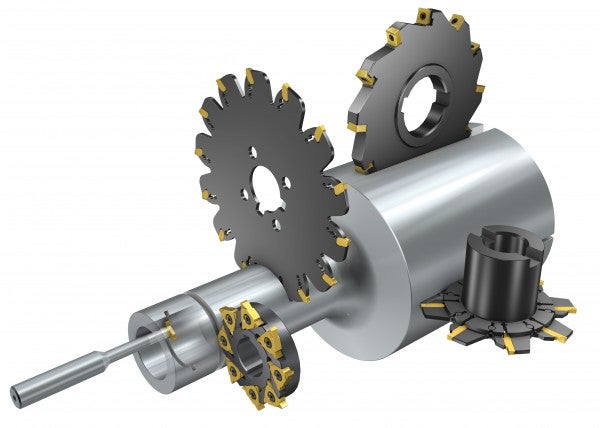
Groef- of sleuffrezen is een bewerking waarbij schijffrezen vaak de voorkeur geniet boven vingerfrezen.
- Sleuven of groeven kunnen kort of lang zijn, gesloten of open, recht of niet, diep of ondiep, breed of smal
- De keuze van het gereedschap wordt normaal gesproken bepaald door de breedte en diepte van de groep en tot op zekere hoogte, de lengte
- Beschikbaar machinetype en werkingsfrequentie bepalen of een vingerfrees, lange snijkantfrees of schijffrees moet worden gebruikt
- Schijffrezen bieden de meest efficiënte methode voor het frezen van grote volumes zoals lange, diepe groeven, vooral wanneer horizontale freesmachines worden gebruikt. De groei van het aantal verticale freesmachines en bewerkingscentra echter, betekent dat vingerfrezen en lange snijkantsfrezen ook vaak worden gebruikt in diverse groeffreesbewerkingen
Vergelijking van andere freesconcepten
Schijffrezen
+ Open sleuven
+ Diepe sleuven
+ Instelbare breedte/toleranties
+ Rij-frezen
+ Afsteken
+ Groot productprogramma voor verschillende breedtes/diepten
– Gesloten sleuven
– Alleen lineair groefsteken
– Spaanafvoer

Vingerfrezen
+ Gesloten sleuven
+ Ondiepe sleuven
+ Niet lineaire sleuven
+ Veelzijdigheid (extra methoden):
- Trochoïdaal sleuffrezen voor moeilijke materialen (hard staal, HRSA, etc.)
- Plungefrezen als probleemoplosser voor lange uitsteeklengten
- Extra semi-nabewerken/nabewerking kan gemakkelijk worden toegevoegd
- Een vingerfrees kan worden gebruikt voor andere bewerkingen dan sleuffrezen
– Diepe sleuven
– Hoge krachten
– Trillingsgevoelig indien afgebogen
Schijffrezen

Schijffrezen kunnen op een efficiëntere manier lange, diepe, open sleuven bewerken, en bieden de beste stabiliteit en productiviteit voor dit type freesbewerking. Ze kunnen ook in een “rij” worden gemonteerd, om meer dan één oppervlak in hetzelfde vlak tegelijkertijd te bewerken.
Hoe te gebruiken
- Kies freesgrootte, vertanding en positie dusdanig dat tenminste altijd één snijkant in snede is
- Controleer de spaandikte om de optimale voeding per tand te realiseren
- Controleer bij veeleisend frezen, de vereisten voor vermogen en koppel. Stijve opsteekdoornen en uitsteeklengtes zijn zeer belangrijk in toepassingen waar deze doornen een vrij uiteinde hebben
- Bevestiging en doornondersteuning moeten sterk zijn om de snijkrachten van tegenlopend frezen te verwerken
Meelopend frezen:
- Eerste keuze methode
- Gebruik een stevige aanslag in de richting van de tangentiële snijkrachten om te voorkomen dat ze het werkstuk tegen de tafel drukken. De voedingsrichting correspondeert met de snijkrachten, hetgeen betekent dat stijfheid en het elimineren van backlash ook belangrijk zijn, sinds de frees de neiging heeft om af te wijken
Tegenlopend frezen:
- Alternatief in toepassingen waar problemen optreden als gevolg van onvoldoende stijfheid, of bij het werken met exotische materialen
- Lost problemen op die worden veroorzaakt door zwakke configuraties en spaanophoping in diepere groeven
Vliegwiel:
- Goede aanvulling voor zwakke configuraties en wanneer de hoeveelheid beschikbaar vermogen en koppel gering is
- Positioneer het vliegwiel zo dicht mogelijk bij het gereedschap
- Het verstevigen van de werkstukmontage is altijd een goede investering
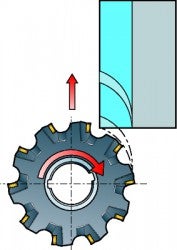
Frezen van open sleuven door gebruik te maken van schijffrezen
Berekening voeding per tand
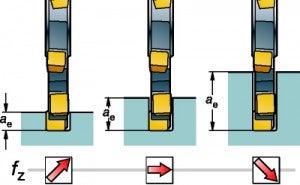
Een kritische factor bij het omtrekfrezen met schijffrezen is het bereiken van een geschikte voeding per tand, fz. Niet toereikende waarden veroorzaken ernstige nadelen, zodat extra voorzichtigheid in acht moet worden genomen om deze te berekenen.
De voeding per tand, fz, moet worden verlaagd voor diepere sleuven en moet worden verhoogd voor ondiepere sleuven, om de aanbevolen maximum spaandikte te handhaven.Bij het sleuffrezen met geometrie M30 bijvoorbeeld, moet de startwaarde voor de maximale spaandikte 0.12 mm (0.005 inch) zijn.
Opmerking: Omdat twee wisselplaten samenwerken om de volledige sleufbreedte te snijden, wordt de voeding berekend met de helft van het aantal wisselplaten zn.
| ae / Dcap (%) | fz (mm/tand) | hex (mm) |
| 25 | 0.14 (0.006 inch) | 0.12 (0.005 inch) |
| 10 | 0.20 (0.008 inch) | 0.12 (0.005 inch) |
| 5 | 0.28 (0.011 inch) | 0.12 (0.005 inch) |
Snedediepte
Voor diepere sleuven kan een speciale frees worden besteld. Wanneer diepere sleuven bewerkt moeten worden, moet de voeding per tand worden verlaagd. Wanneer de sleuf ondieper is, verhoog dan de voeding.
Opmerking: De diepte van een sleuf kan worden beperkt door de diameter van de doornnok, de vervormingssterkte van de meeneemnokken en de capaciteit van de spaankamers.
Vliegwiel – op horizontale machines
Er zijn slechts een paar tanden tegelijkertijd in aangrijping bij schijffreesbewerkingen, hetgeen zware torsietrillingen kan genereren als gevolg van het onderbroken bewerken. Dit is schadelijk voor het bewerkingsresultaat en de productiviteit.
- Het gebruiken van een vliegwiel is vaak een goede oplossing voor het reduceren van deze trillingen. Problemen die worden veroorzaakt door onvoldoende vermogen, koppel en stabiliteit in de machine worden vaak opgelost door het juiste gebruik van vliegwielen
- De noodzaak voor een vliegwiel is groter in een kleine machine met gering vermogen, of in een machine met grotere slijtage, dan in een grotere, stabielere en krachtige machine
- Positioneer het vliegwiel zo dicht mogelijk bij het gereedschap.
- Het gebruik van een vliegwiel resulteert in een soepelere bewerking, hetgeen op haar beurt weer leidt tot een afname in geluid en trillingen en een langere levensduur
- Naast tegenlopend frezen, kan een vliegwiel worden gemonteerd op de doorn waarop de frees is geconfigureerd
- Gebruik om de stabiliteit nog verder te verbeteren bij het schijffrezen, het grootst mogelijke vliegwiel dat de toepassing toestaat
- Het combineren van een aantal ronde koolstofstaalschijven, elk met een centergat en een spiebaan passend voor de doorn, blijft de beste methode voor het samenstellen van een vliegwiel
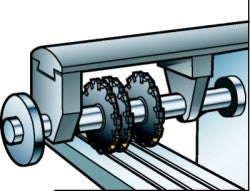
Rijfrezen maakt gebruik van frezen gemonteerd in een versprongen patroon
Frezen die zijn voorzien van een boorgat met 2 spiebanen kunnen worden geconfigureerd in een versprongen patroon voor het frezen van meer dan één sleuf tegelijkertijd. Het laten verspringen van de frezen ten opzichte van elkaar helpt bij het voorkomen van trilling. Het reduceert ook de noodzaak voor vliegwielen.

Frezen van smalle en ondiepe gleuven en groeven
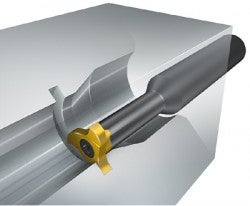

"Versatile" frezen zijn voorzien van meervoudige wisselplaten die beschikbaar zijn in vormen die passen bij de meeste typen kleine groeven. Algemene toepassingen zijn o.a. het bewerken van inwendige borgring- en afdichtinggroeven en van kleine rechte of cirkelvormige uitwendige groeven, met name op componenten die niet kunnen worden geroteerd.
Inwendig groefsteken
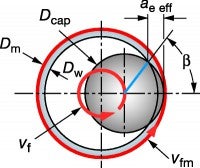
- Een soepele intrede moet worden geprogrammeerd bij het toepassen van circulair frezen.
- Houd rekening met de relatie tussen de freesdiameter en de gatdiameter, Dc/Dw. Hoe kleiner de relatie, de te groter zal de aangrijping zijn.
Vingerfrezen van sleuven

Vingerfrezen worden gekozen voor korte, ondiepe sleuven, met name gesloten groeven en zittingen, en voor het frezen van spiebanen. Vingerfrezen zijn de enige gereedschappen die gesloten sleuven kunnen frezen welke:
- Recht, gebogen of onder een hoek zijn
- Breder dan de gereedschapsdiameter zijn, speciale zittingen
Zwaardere sleufbewerkingen worden vaak uitgevoerd met lange snijkantfrezen.
Keuze van gereedschappen
Vingerfrezen en lange snijkantsfrezen
 |  |  |  | |
| Volhardmetalen vingerfrezen | Hoek/vlakfrezen | Lange snijkantsfrezen | Vingerfrezen met verwisselbare kop | |
| Machine / spindelgrootte | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Stabiliteitsvereiste | Hoog | Middelzwaar | Hoog | Laag |
| Voorbewerken | Zeer goed | Goed | Zeer goed | Acceptabel |
| Nabewerken | Zeer goed | Goed | Acceptabel | Zeer goed |
| Snedediepte ap | Groot | Middelzwaar | Groot | Klein |
| Veelzijdigheid | Zeer goed | Goed | Acceptabel | Zeer goed |
| Productiviteit | Zeer goed | Goed | Zeer goed | Goed |
Hoe te gebruiken
- Gebruik lichtsnijdende vingerfrezen met een lange voorspelbare standtijd, gemonteerd in high-performance spantanghouders
- Minimaliseer de afstand van de gereedschapsopname tot de snijkant om de korst mogelijke uitsteeklengte te bereiken
- Houd rekening met de voeding per snijkant om een goede spaandikte te produceren. Gebruik frezen met grove vertanding om dunne spanen te voorkomen, welke kunnen leiden tot trillingen, slechte oppervlakken en braamvorming
- Gebruik de grootst mogelijke gereedschapsmaat om de beste diameter/lengte ratio voor stabiliteit te verkrijgen
- Gebruik meelopend frezen daar waar mogelijk om de meest gunstige snijwerking te realiseren
- Zorg ervoor dat de spanen uit de groef worden verwijderd. Gebruik perslucht om spaanophoping te voorkomen
- Gebruik de Coromant Capto® koppeling voor de beste stabiliteit en ondersteuning in richtng de spil
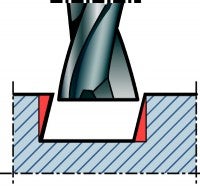
Groeffrezen met behulp van vingerfrezen

Bij het bewerken van een groef of sleuf, vaak sleuffrezen genoemd, zijn drie bewerkte vlakken betrokken:
- Sleuven die aan beide zijden zijn gesloten zijn uitsparingen, waarvoor vingerfrezen nodig zijn die in axiale richting kunnen werken
- Sleuffrezen met een vingerfrees is een veeleisende bewerking. De axiale snedediepte moet over het algemeen worden gereduceerd tot ca. 70% van de snijkantlengte. Machinestijfheid en spaanafvoer moet ook worden overwogen bij het bepalen van de beste methode voor de bewerking
- Vingerfrezen zijn gevoelig voor de effecten van snijkrachten. Afbuiging en trilling kunnen beperkende factoren zijn, vooral bij hoge bewerkingssnelheden bij lange uitsteeklengten
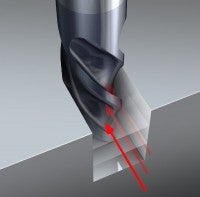
Spiebaanfrezen
Deze bewerking vereist enige specifieke begeleiding, naast de algemene aanbevelingen voor het frezen van rechte oppervlakken en groefsteken. Een sleuf die wordt gefreesd in één enkele stap zal geen perfecte vierkante vorm hebben vanwege de richting van de snijkrachten en de neiging van het gereedschap om te buigen. De beste nauwkeurigheid en productiviteit wordt bereikt wanneer bij de bewerking een ondergedimensioneerde vingerfrees wordt gebruikte en de bewerking in twee stappen wordt opgedeeld:
- Spiebaanfrezen – voorbewerken van volledige sleuf
- Zijvlakfrezen – nabewerken rond de sleuf, gebruik makend van tegenlopend frezen om goede rechte hoeken te maken
De radiale snedediepte moet laag worden gehouden bij nabewerkingen, om afbuiging van de frees te voorkomen, hetgeen de belangrijkste oorzaak is van een slechte oppervlakte-afwerking en/of afwijking van een zuivere 90° hoek.
Spiebaanfrezen in twee stappen
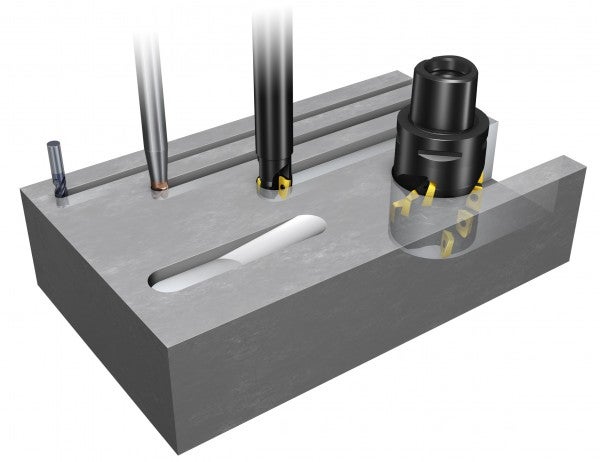
Methoden voor het openen van een gesloten sleuf of uitsparing in een massief werkstuk
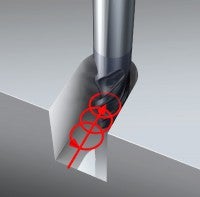
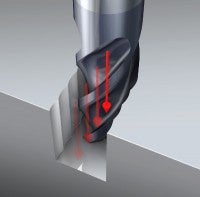
Als voorbereiding voor het frezen van lange en smalle sleuven van volledige breedte, is lineair hellend frezen de meest gangbare methode, na boren, voor het openen van een uitsparing.
Voor ondiepe gleuven kan "peck" (kloppend) frezen ook een alternatief zijn. Circulair hellend frezen wordt gebruikt voor het frezen van bredere sleuven en zittingen.
Vergelijking van de drie verschillende methoden
Conventioneel sleuffrezen
+ Conventionele 3-assige machines kunnen worden gebruikt
+ Groot verspaand volume onder stabiele condities
+ Eenvoudige programmering
+ Brede keuze uit gereedschappen
– Genereert hoge radiale snijkrachten
– Trillingsgevoelig
– Diepe sleuven vragen om herhaalde gangen
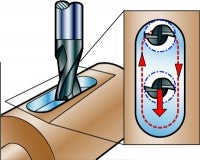
Trochoïdaal frezen
+ Genereert lage radiale snijkrachten - minder trillingsgevoelig
+ Minimale afbuiging bij het frezen van diepe sleuven
+ Een productieve methode voor:
- het bewerken van harde staalsoorten en HRSA (ISO H en S)
- trillingsgevoelige toepassingen
+ De freesdiameter moet minimaal 70% zijn van de sleufbreedte
+ Goede spaanafvoer
+ Geringe warmteproductie
– Meer programmering is nodig
Plungefrezen
+ Een probleemoplosser in trillingsgevoelige toepassingen:
- met lange uitsteeklengten
- bij diepe sleuven
- bij zwakkere machines of configuraties
– Lage productiviteit onder stabiele omstandigheden
– Vraagt om een restfrees/nabewerking
– Eindsnijden kan spaanafvoer blokkeren
– Beperkte keuze van gereedschappen
Voorbewerken van sleuven met lange snijkantfrees
- Frezen met een groot verspanend vermogen worden over het algemeen gebruikt voor voorbewerken
- Kortere versies kunnen sleuven produceren tot een diepte gelijk aan de diameter, in stabiele en krachtige freesmachines
- Gebruik stabiele ISO 50 spillen, omdat het waarschijnlijk is dat bij deze frezen aanzienlijke radiale krachten optredenn
- Controleer de vermogen- en koppelvereiste, omdat deze vaak beperkende factoren kunnen zijn voor optimale resultaten
- Houd rekening met de optimale vertanding voor elk type bewerking

Langere uitvoeringen zijn primair bedoeld
voor afkanten.
| Vertanding | L  | M  | H  |
| Toepassingsgebied | Lange set-up | Universeel | Korte set-up |
| Hoekfrezen | Diep ap/ae | Gemiddeldap/ae | Gematigd ap/ae |
| Sleuffrezen | Gematigd ap/ae | Beperkt | __ |
| vc ft/min |
