
나사 선삭 가공 문제 해결
가공 후 인서트/절삭날을 주의 깊게 관찰하면 공구 수명, 나사 품질 및 절삭 속도를 최적화하는 데 도움이 됩니다. 아래는 인서트 마모 유형별 원인 및 해결책 목록으로 성공적인 나사 가공에 도움을 줍니다.
소성 변형 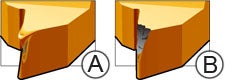 소성 변형(A)으로 시작해서 |
|
|
구성인선(BUE) 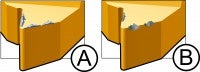 BUE(A)와 날 치핑(B)이 함께 |
|
|
인서트 파손  |
|
|
빠른 전면 마모  |
|
|
비정상적인 전면 마모 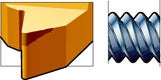 한쪽 나사 면의 표면 조도 불량 |
|
|
진동  |
|
|
가공 후 인서트/절삭날을 주의 깊게 관찰하면 공구 수명, 나사 품질 및 절삭 속도를 최적화하는 데 도움이 됩니다. 아래는 인서트 마모 유형별 원인 및 해결책 목록으로 성공적인 나사 가공에 도움을 줍니다.
소성 변형 소성 변형(A)으로 시작해서 |
|
|
구성인선(BUE) BUE(A)와 날 치핑(B)이 함께 |
|
|
인서트 파손 |
|
|
빠른 전면 마모 |
|
|
비정상적인 전면 마모 한쪽 나사 면의 표면 조도 불량 |
|
|
진동 |
|
|
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형