逃げ面摩耗
あらゆる加工において好ましい摩耗。予想可能で安定した工具寿命の提供。
|
- 切削速度が高すぎる
- 材種のじん性が高すぎる
- 耐摩耗性が十分でない
- 被削材中の硬質成分
|
- 切削速度を下げる
- じん性あるいは耐摩耗性に関してより適切な材種を選択する
|
境界摩耗

|
- 粘着性および/あるいは加工硬化しやすい被削材
- ~90°の切込み角
(~0°のアプローチ角)を使用する
- ブレーカがネガティブすぎる
|
- よりシャープな切刃を選択する
- 切込角を小さくする
- 切込み深さを変更する
|
すくい面摩耗

|
- 切削速度および/または送りが高すぎる
- チップブレーカ幅が狭すぎる
- 化学的摩耗またはこすり摩耗
- 耐摩耗性が低すぎる
|
- 切削速度または送りを下げる
- より耐摩耗性の高い材種を選択する
- ポジの角度がより大きいチップブレーカを選択する
|


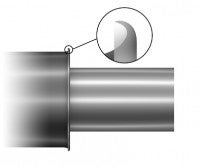
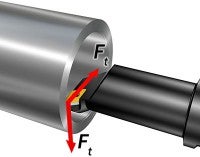
塑性変形
陥没 盛り上り
|
- 熱負荷と圧力が高い、切削温度が高すぎる
- 材種のじん性が高すぎる/低すぎる
- クーラントの供給不足
|
- 切削速度および/または送りを下げて熱と圧力の負荷を低減する
- エッジの陥没の場合はまず送りを下げる
- フランク面の陥没の場合はまず切削速度を下げる
- より耐摩耗性/耐熱性の高い材種を選択する
- ポジの角度がより大きいチップブレーカを選択する
- クーラントの供給を改善する
|
構成刃先 (B.U.E)

|
- 切削温度が低すぎる
- 粘着性の/汚れた被削材
- ブレーカがネガティブすぎる
- コーティングが厚すぎる
|
- 切削速度を上げて切削温度を高くする
- PVDコーティング材種(PVDコーティング上の構成刃先がより少ない)を選択する
- ポジの角度がより大きいブレーカを選択する
|
フレーキング(剥離)

|
- 汚れた被削材
- 切削速度が低すぎる
- クーラントを使用した断続加工
- コーティングが厚すぎる
|
- 切削速度を上げる
- クーラント供給を停止する
- コーティングが薄く、刃先の信頼性が高い材種 (PVD) を選択する
|
切刃のチッピング

|
- 不安定な加工条件
- 材種が硬すぎる/もろすぎる
- コーティングが厚すぎる(CVD、刃先のフレーキングにつながる)
|
- 加工条件をより安定したものにする
- よりじん性の高い材種を選択する
- より強力なブレーカを選択する
- コーティングの薄い材種 (PVD) を選択する
|
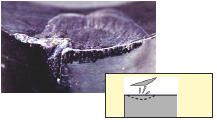
熱亀裂

|
- 切刃温度の変化
- 断続加工およびクーラント
- 熱変化により影響を受けやすい材種
- コーティングの厚い材種 (CVD) を使用する
|
- 温度レベルを一定にするためクーラント供給をオフにするか、多量のクーラントを供給する
- 切削速度を下げる
- コーティングの薄い材種 (PVD) を選択する
|
欠損

|
- 異常摩耗
- 不適切な材種の選択(じん性/硬度が高すぎる)
- 切削条件が不適切
|
- 加工時間を短くする:磨耗がどのように始まるか、顕著な磨耗の種類をチェックする
- 切削条件の変更
- より適切なチップ材種/ブレーカを選択する
|
スライス欠損 - セラミック
|
|
- 送りを下げる
- よりじん性の高い材種を選択する
- より面取りの小さなチップを選択するか、切削抵抗方向を変更するために他のブレーカを使用する
|
切刃以外でのチッピング

|
- ショルダー部へ向けての端面加工による切りくず詰まり
- 切りくずが切刃から逸れる
- 送りあるいは送り方向が最適でない
|
- 加工径路を変更する (ショルダー部へ向けての端面加工を回避するため)
- 送りを変更する
- PVDコーティング材種を選択する
- 切りくずの流れる方向を変えるチップブレーカを選択する
|